模具垫板(五金冲压连续模具设计要点(下))
Posted
篇首语:不飞则已,一飞冲天;不鸣则已,一鸣惊人。本文由小常识网(cha138.com)小编为大家整理,主要介绍了模具垫板(五金冲压连续模具设计要点(下))相关的知识,希望对你有一定的参考价值。
模具垫板(五金冲压连续模具设计要点(下))
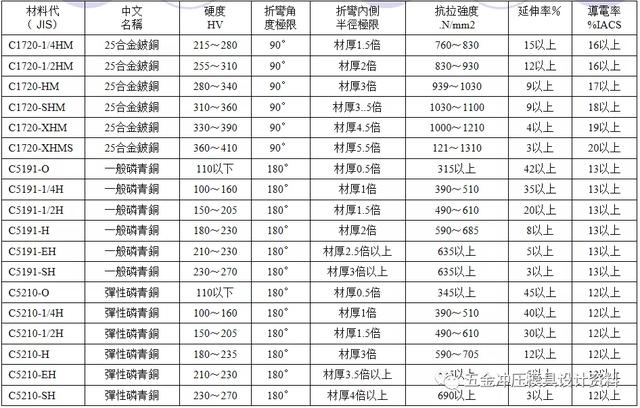
各種常用金屬材料機械性明細表(一)

设计标准整篇资料领取地址 320088025 微信Q320088025 领资料
各種常用金屬材料機械性明細表
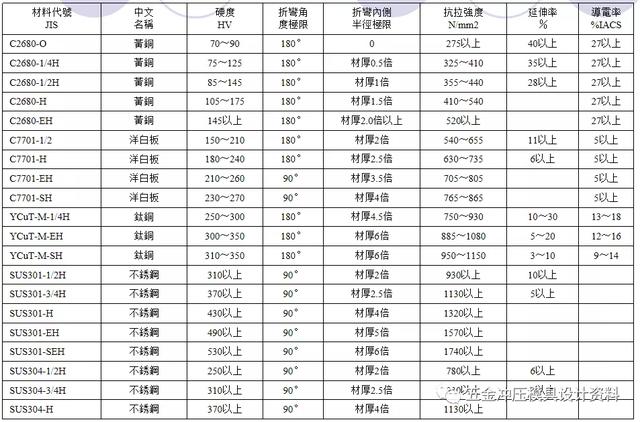
各種常用金屬材料機械性明細表(二)
各種常用金屬材料機械性明細表
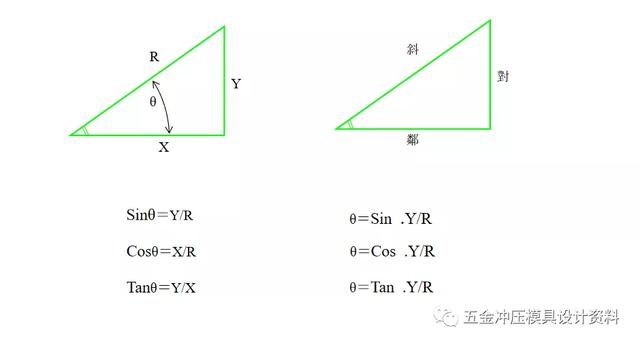
三角函數計算
三角函數計算公式
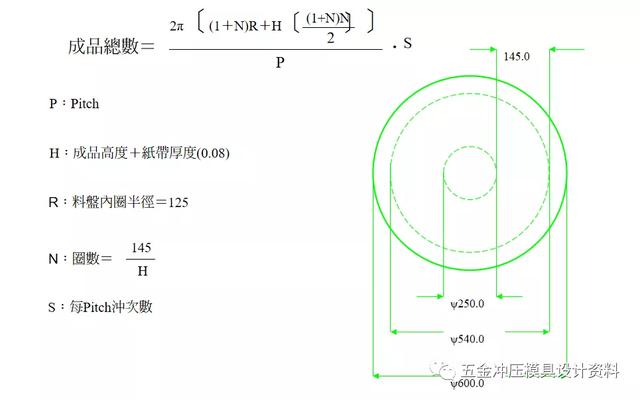
料盤成品數量計算
料盤成品數量計算公式如下:
拆零件(一)
拆零件注意事項:
1、間隙的設定:剪切的間隙以沖頭尺寸為標準,上範本的夾孔以沖頭外型尺寸為標準(夾孔必須為方形)。下範本的夾孔以入子的外型尺寸為標準。
2、須注意細小沖頭的強度,細小沖頭不可設計成直條形。
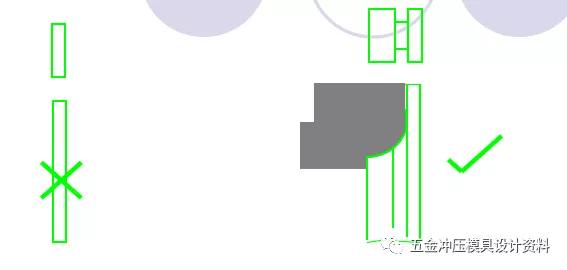
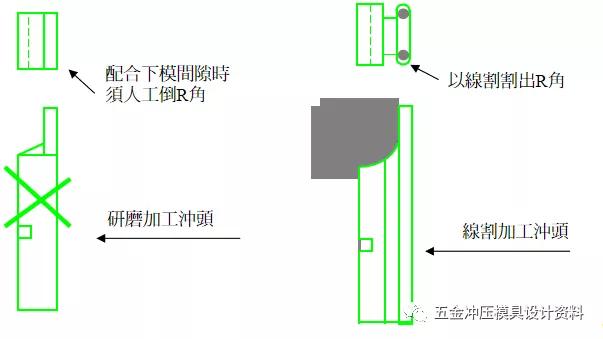
3、沖方型孔的入子用線割時,儘量避免設計出須以人工倒R角的沖頭,以免沖頭銳角經人工倒R後,間隙與下模不符。
拆零件(二)
4、多支細小圓沖在同一工程時,則須設固定沖頭,再放入上模夾板。

5、同一工程對稱的沖頭或入子須設防呆識別,避免組立誤裝。
6、須採用共通性的標準化零件,例:圓沖、襯套、PILOT、方或圓型導位浮昇梢、等高吊桿、沖頭檔塊、輔助導柱套、檢知梢、彈簧、螺絲等,特殊結購模具則不限。
7、折彎結構種類眾多,設計時必須劃分沖各種材質所用的結構,各種折彎適用 功能如下:
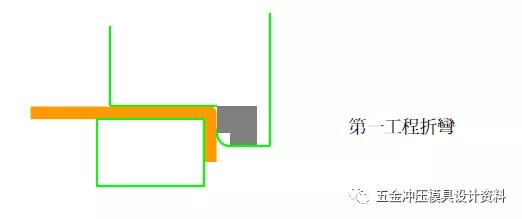
7-1、直接1工程式折彎(無微調),適合沖90°以內的折彎且完全無彈性的材料 (如下圖)。
拆零件(三)
7-2、多工程式折彎(有微調,較占模具空間),適合沖90°以上的折彎或較複
雜且有彈性的材料(如下圖)。
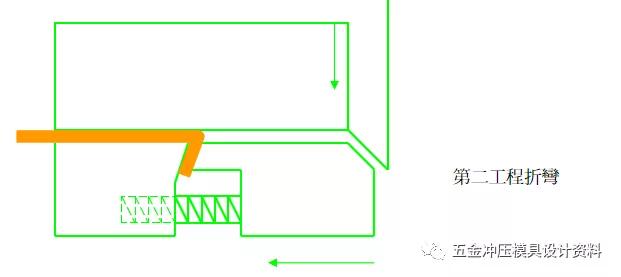
拆零件(四)
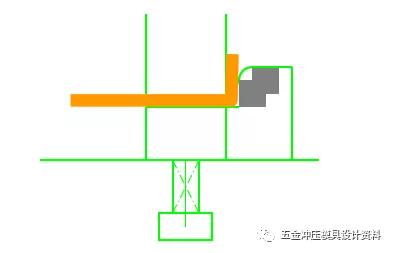
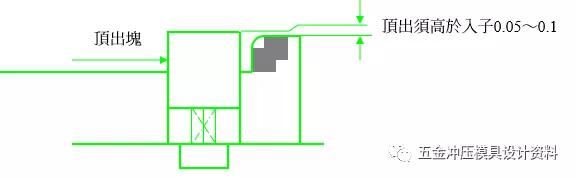
7-4、下折彎是脫料板與下模將材料壓緊後,再以沖頭將材料向下彎曲成形。上 折是脫料板與下模折彎頂出塊將材料壓緊後,在與下模折彎入子將材料
上彎成形。頂出塊浮升高度要比折彎入子為高,亦須注意頂出塊彈簧的強度。
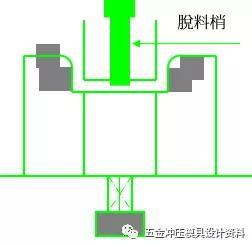
7-5、凵形及小於90°之折彎要設脫料梢。
拆零件(五)

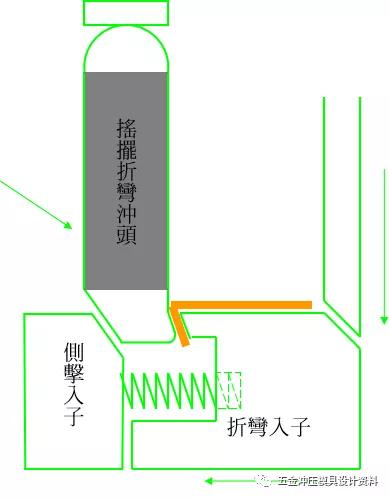
7-5、直接1工程折彎搖擺微調式(較省模具空間),適合沖有適合沖
小於90°以上的折彎且有彈性的材料(如下圖)。
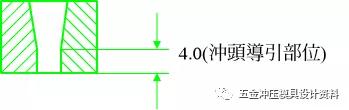
8、脫料導位入子必須設沖頭引導錐度,以利沖頭順利進入(如下圖)。
拆零件(六)
9、側擊結購之下入子折彎強度必須注意(如下圖)。

10、切刃入子必須設刃下逃料,防止塞料(如下圖)參照P29。

11、導位浮昇梢的高度,須以成品上下折彎度高為計算標準。
12、等高板逃孔有線割時,必須設定位PIN孔,以利與脫料板同步定位。
13、下墊板逃孔有線割時,必須設定位PIN孔,以利與下範本同步定位。
14、上模座須設定位PIN孔,以利模座導柱、套組裝配合。
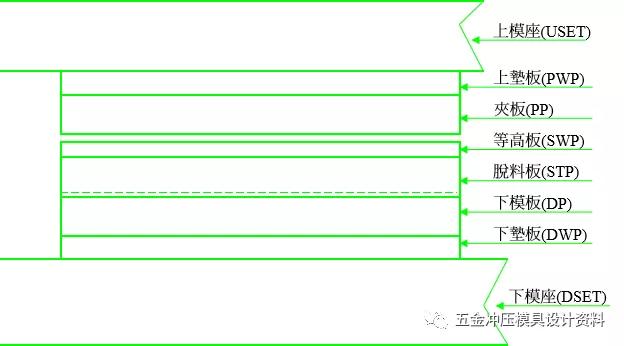
常用模板的厚度及材質

常用模板的厚度及材質:
1、夾板、下模板的厚度一般=20.000或25.000,材質為SKD11。
2、脫料板的厚度一般=20.000+材料厚度-0.02/-0.05
或25.000+材料厚度-0.02/-0.05 ,材質為SKD11。
3、等高板厚度=8.980,材質為YK30。
4、上、下模墊板厚度=15.0,材質為YK30。
5、墊板400mm以上須分塊。
6、模板500mm以上須分塊,模板400mm以上長度須用6支輔助導柱。
繪圖
繪圖注意事項:
1、組立圖上所有尺寸須標示完整清楚。
2、輪廓線、尺寸線、中心線、虛線、折斷線等,粗細要分明。
3、組立圖各圖層之線條、形狀要區分清楚。
4、零件對稱性、互換性,要設防呆區分。
5、零件之件號、材質、數量等要標示清楚。
6、多機種的零件必須標示清楚。
7、各板及模座之孔距不可重疊破孔。
8、圖面有設變更改,必須有記錄及更改版次。
校對與出圖
校對重點如下:
1、展開設定值是否正確?
2、毛邊及壓延方向是否正確?
3、連續料帶出料方向是否正確?
4、折彎工程是否有設浮昇壓塊或頂出脫料裝置?
5、折彎工程之後的工程是否有設逃孔?
6、小異形沖頭之夾板夾孔是否合理?
7、小形沖頭集中在同一工程時,是否有設小PP。
8、定位梢設定是否合理?折彎處是否漏設?是否會產生脫料不良?
9、側邊下成品是否有設吹氣?脫料板是否有設頂出塊?
10、零件尺寸是否漏標,數量是否正確?
11、確認下模浮升高度、脫料板活動量、各板厚度及模座厚度尺寸是否正確?
12、下模座是否有設入子敲擊孔?
出圖注意事項:
1、出圖時,必須依出圖點檢表確時點檢。
2、出圖時,必須依出圖管理辦法流程作業
相关参考
... 模14 —模柄 16、17螺钉 图2.0.1 冲裁模典型结构与模具总体设计尺寸关系图合模的基本结构1—凸模;2—凹模;3—上模固定板; 4、16—垫板;5—上模座;6—模柄; 7—推杆; 8—推块; 9—推销; 10—推件块;11、1...
常見模具名稱中英文對照表一、常见模具名称中英文对照简易模plaindie冲孔模piercedie成型模formingdie连续模progressivedie复合模gangdies剪边模shearingdie铆合模rivetingdie冲孔pierce成型(抽凸,冲凸)forming抽孔drawhole折弯bending切边trim凸点emboss...
模具种类及介绍要点(模具基本知识大全,总结全面,小白必收藏)
1模具种类按模具成型加工的工艺性质和使用对象为主的分类:(1)金属冲压模具:连续模、单冲模、复合模、拉伸模(2)塑胶成型模:注塑模、挤塑模、吸塑模(3)压铸模具(4)锻造模具(5)粉末冶金模具(6)橡胶模具(7...
连续片连续冲裁模图示结构为少废料排样的冲孔切断模,采用双侧刃3冲切去条料两侧搭边边并控制送料进距,用却断凸模6冲切得到工件。簧片连续冲裁模图是连续冲裁模采用三排直排、一模的排样方式,用双成形侧刃8冲切去两...
...件,应选用酸洗板材(如SPCC).b.下料零件的设计原则:为考量模具的强度及零件功能,衝孔的
冲裁模是利用模具使板材分离的冲压工序,包括落料、冲孔、切口、修边等工序。1.冲裁过程:冲裁即是分离工序,工件受力时必然从弹、塑性变形开始,以断裂告终。当凸模下降接触板料,板料即受到凸、凹模压力而产生弹性...
...管部检测→检测报告→检测报告确认→工程部→客户二:模具设计1.模具设计流程(1)模具设计流程图(2)此为模具设计基本流程,一般情况下,都应遵循该流程的步骤来规划及实施设计工作。对于某些特殊产品的设计
手动液压油脂注油机(高速精密冲压模具内部导向自动润滑装置改进)
...汽大众汽车有限公司长沙分公司本文介绍了高速精密冲压模具内部导向部件润滑的重要性,对比分析了常用润滑装置的优缺点,提出改进优化方案,并详细阐述改进装置的结构、技术要点及工作原理,以实际使用效果验证了改进...
作者:陈炎嗣,金龙建(北京东方电子集团模具厂,松渤电器(上海)有限公司)文章已刊载在《模具制造》月刊,版权归作者所有,转载请注明出处,谢谢!【摘要】分析了超薄料的冲压工艺,介绍了超薄料冲压模具应用的基...
模具钢材有哪些(冲压设计:钢板模具材料种类及特性对比总结,收藏级)
一、模钢的性能要求1模具钢的工作条件冲床加工大部分是冷作加工,模具钢一般于冷间使用,在强压下,连续作业,其自身温度会上升,另一方面又受很大的冲击,因此冲床用模具钢的工作条件是相当恶劣的。2模具钢的基本性能由模具...