整套冲压件(冲压模具设计-冲压装配图(设计师必看))
Posted
篇首语:入于污泥而不染不受资产阶级糖衣炮弹的侵蚀,是最难能可贵的革命品质。本文由小常识网(cha138.com)小编为大家整理,主要介绍了整套冲压件(冲压模具设计-冲压装配图(设计师必看))相关的知识,希望对你有一定的参考价值。
整套冲压件(冲压模具设计-冲压装配图(设计师必看))
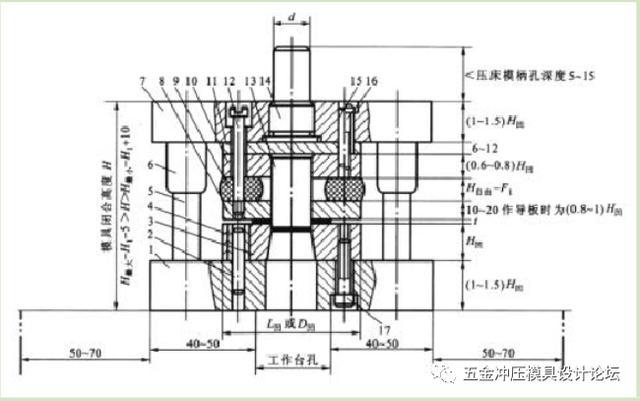
1— 下模座2、15—销钉3凹模4套5 导柱 6 导套 7 上模座 8卸料板9橡胶 10凸 模 固定板 11—垫板12—卸料螺钉13— 凸 模14 —模柄 16、17螺钉 图
2.0.1 冲裁模典型结构与模具总体设计尺寸关系图


合模的基本结构
1—凸模;2—凹模;3—上模固定板; 4、16—垫板;5—上模座;6—模柄; 7—推杆; 8—推块; 9—推销; 10—推件块;11、18—活动档料销;
12—固定挡料销 ;13—卸料板 14—凸凹模;15—下模固定板; 17—下模座;19—弹簧
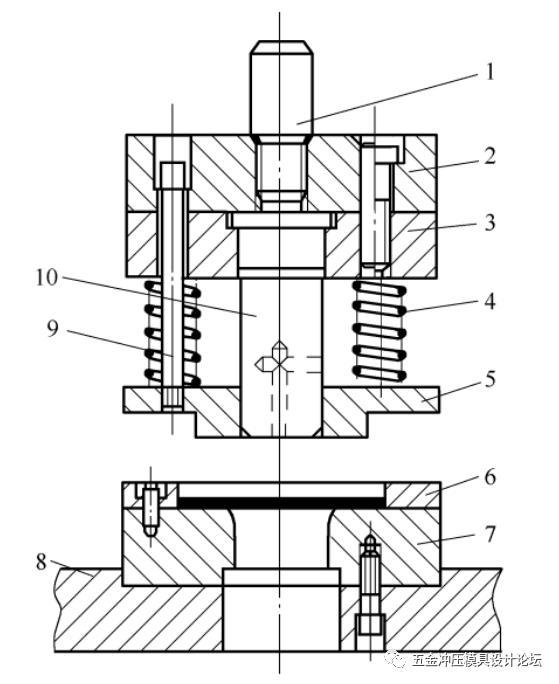
1-下模座;2、5-销钉;3-凹模;4-凸模 1-凹模;2-凸模;3-定位钉;4-压料板;5-靠板 6-上模座;7-顶杆;8-弹簧; 图3.4.2 L形件弯曲模 9、11-螺钉;10-可调定位板


--------------------------------------------------------
1.冲裁间隙过大时,断面将出现二次光亮带。 ( × )
2.冲裁件的塑性差,则断面上毛面和塌角的比例大。 ( × )
3.形状复杂的冲裁件,适于用凸、凹模分开加工。 ( × )
4.对配作加工的凸、凹模,其零件图无需标注尺寸和公差,只说明配作间隙值。( × )
5.整修时材料的变形过程与冲裁完全相同。 ( × )
6.利用结构废料冲制冲件,也是合理排样的一种方法。 ( ∨ )
7.采用斜刃冲裁或阶梯冲裁,不仅可以降低冲裁力,而且也能减少冲裁功。 ( × )
8.冲裁厚板或表面质量及精度要求不高的零件时,为了降低冲裁力,一般采用加热冲裁的方法进行。 ( ∨ )
9.冲裁力是由冲压力、卸料力、推料力及顶料力四部分组成。 ( × )
10.模具的压力中心就是冲压件的重心。 ( × )
11.冲裁规则形状的冲件时,模具的压力中心就是冲裁件的几何中心。 ( × )
12.在压力机的一次行程中完成两道或两道以上冲孔(或落料)的冲模称为复合模。×
13.凡是有凸凹模的模具就是复合模。 ( × )
14.在冲模中,直接对毛坯和板料进行冲压加工的零件称为工作零件。 ( × )
15.导向零件就是保证凸、凹模间隙的部件。 ( × )
16.侧压装置用于条料宽度公差较大的送料时。 ( × )
17.侧压装置因其侧压力都较小,因此在生产实践中只用于板厚在0.3mm以下的薄板冲压。 ×
18.对配作的凸、凹模,其工作图无需标注尺寸及公差,只需说明配作间隙值。( × )
19.采用斜刃冲裁时,为了保证工件平整,冲孔时凸模应作成平刃,而将凹模作成斜刃。×
20.采用斜刃冲裁时,为了保证工件平整,落料时凸模应作成平刃,而将凹模作成斜刃。×
21.凸模较大时,一般需要加垫板,凸模较小时,一般不需要加垫板。( × )
22.在级进模中,落料或切断工步一般安排在最后工位上。 ( ∨ )
23.在与送料方向垂直的方向上限位,保证条料沿正确方向送进称为送料定距。( × )
24.模具紧固件在选用时,螺钉最好选用外六角的,它紧固牢靠,螺钉头不外露。( × )
25.整修时材料的变形过程与冲裁完全相同。 ( × )
26.精密冲裁时,材料以塑性变形形式分离因此无断裂层。 ( ∨ )
27.在级进模中,根据零件的成形规律对排样的要求,需要弯曲、拉深、翻边等成形工序的冲压件,位于
成形过程变形部位上的孔,应安排在成形工位之前冲出。 ( × )
28.压力机的闭合高度是指模具工作行程终了时,上模座的上平面至下模座的下平面之间的距离。×
--------------------------------------------------------
1 、自由弯曲终了时,凸、凹模对弯曲件进行了校正。 ( × )
2 、从应力状态来看,窄板弯曲时的应力状态是平面的,而宽板弯曲时的应力状态则是立体的。 ( ∨ )
3 、窄板弯曲时的应变状态是平面的,而宽板弯曲时的应变状态则是立体的。 ( × )
4 、板料的弯曲半径与其厚度的比值称为最小弯曲半径。 ( × )
5 、弯曲件两直边之间的夹角称为弯曲中心角。 ( × )
6 、对于宽板弯曲,由于宽度方向没有变形,因而变形区厚度的减薄必然导致长度的增加。 r/t 愈大,增 大量愈×
7 、弯曲时,板料的最外层纤维濒于拉裂时的弯曲半径称为相对弯曲半径。 ( × )
8 、冲压弯曲件时,弯曲半径越小,则外层纤维的拉伸越大。 ( ∨ )
9 、减少弯曲凸、凹模之间的间隙,增大弯曲力,可减少弯曲圆角处的塑性变形。 ( × )
10 、采用压边装置或在模具上安装定位销,可解决毛坯在弯曲中的偏移问题。 ( ∨ )
11 、塑性变形时,金属变形区内的径向应力在板料表面处达到最大值。 ( ∨ )
12 、经冷作硬化的弯曲件,其允许变形程度较大。 ( × )
13 、在弯曲变形区内,内缘金属的应力状态因受压而缩短,外缘金属受拉而伸长。 ( ∨ )
14 、弯曲件的回弹主要是因为弯曲变形程度很大所致。 ( × )
15 、一般来说,弯曲件愈复杂,一次弯曲成形角的数量愈多,则弯曲时各部分相互牵制作用愈大,则回弹 就大。( × )
16 、减小回弹的有效措施是采用校正弯曲代替自由弯曲。 ( × )
17 、弯曲件的展开长度,就是弯曲件直边部分长度与弯曲部分的中性层长度之和。 ( ∨ )
18 、当弯曲件的弯曲线与板料的纤维方向平行时,可具有较小的最小弯曲半径,相反,弯曲件的弯曲线与
板料的纤维方向垂直时,其最小弯曲半径可大些。( × )
19 、在弯曲 r/t 较小的弯曲件时,若工件有两个相互垂直的弯曲线,排样时可以不考虑纤维方向。 ( × )
1 • 拉深过程中,坯料各区的应力与应变是很均匀的。 ( × )
2 • 拉深过程中,凸缘平面部分材料在径向压应力和切向拉应力的共同作用下,产生切向压缩与径向伸长变形而逐渐被拉入凹模。( × )
3 • 拉深系数 m 恒小于 1 , m 愈小,则拉深变形程度愈大。 ( √ )
4 • 坯料拉深时,其凸缘部分因受切向压应力而易产生失稳而起皱。 ( √ )
5 • 拉深时,坯料产生起皱和受最大拉应力是在同一时刻发生的。 ( × ) 6 • 拉深系数 m 愈小,坯料产生起皱的可能性也愈小。 ( × )
7 • 拉深时压料力是唯一的确定值,所以调整时要注意调到准确值。 ( × )
8 • 压料力的选择应在保证变形区不起皱的前提下,尽量选用小的压料力。 ( √ )
9 • 弹性压料装置中,橡胶压料装置的压料效果最好。 ( × )
10 • 拉深模根据工序组合情况不同,可分为有压料装置的拉深模和无压料装置的拉深模。( × )
11 • 拉深凸、凹模之间的间隙对拉深力、零件质量、模具寿命都有影响。间隙小,拉深力大,零件表面质量差,模具磨损大,所以拉深凸、凹模的间隙越大越好。 ( × )
12 • 拉深凸模圆角半径太大,增大了板料绕凸模弯曲的拉应力,降低了危险断面的抗拉强度,因而会降低极限变形程度。 ( × )
13 • 拉深时,拉深件的壁厚是不均匀的,上部增厚,愈接近口部增厚愈多,下部变薄,愈接近凸模圆角变薄愈大。壁部与圆角相切处变薄最严重。 ( √ )
14 • 拉深变形的特点之一是:在拉深过程中,变形区是弱区,其它部分是传力区。( × )
15 • 拉深时,坯料变形区在切向压应力和径向拉应力的作用下,产生切向伸长和径向压缩的变形。 ( × )
16 • 拉深模根据拉深工序的顺序可分为单动压力机上用拉深模和双动压力机上用拉深模。( × )
17 • 需要多次拉深的零件,在保证必要的表面质量的前提下,应允许内、外表面存在拉深过程中可能产生的痕迹。( √ )
18 • 所谓等面积原则,即坯料面积等于成品零件的表面积。 ( √ )
19 • 对于有凸缘圆筒件的极限拉深系数,如果小于无凸缘圆筒形件的极限拉深系数,则可判断:有凸缘圆筒形件的实际变形程度大于无凸缘圆筒形件的变形程度。 ( × )
20 • 拉深的变形程度大小可以用拉深件的高度与直径的比值来表示。也可以用拉深后的圆筒形件的直径与拉深前的坯料 ( 工序件) 直径之比来表示。 ( √ )
21 . 阶梯形盒形件和阶梯形圆筒形件的拉深工艺一样,也可以先拉深成大阶梯,再从大阶梯拉深到小阶梯。 ( × )
--------------------------------------------------------
相关参考
模具冲压(什么是冲压?什么是模具?一文全面介绍冲压工艺和模具设计)
在常温下,利用冲模在压力机上对金属(或非金属)板料施加压力,使其产生分离或塑性变形,从而得到具有一定形状、尺寸和性能的零件。⑴冲压是在常温下进行的,即不需加热,故又叫冷冲压。⑵冲压加工的对象都是板料,故...
一:产品导入1精密模具冲压常规产品导入流程1.1产品图→加工图→排样图→结构图→组立图→模具图纸1.2连续模具排样图及结构图须审核1.3单冲模具排样图及结构图须审核1.3模具图纸须审核签字生效,图纸规范清晰2样品控制流...
本文针对《冲压工艺与模具设计》课程的特点,建立了一套完整的学习过程评价体系,通过大作业、随堂测验、模具拆装和认知、模具设计等多种评价方式,多角度多层次地对学生的学习效果予以考察,有效地改善了教学质量,...
热轧板是铁板吗(冲压设计师必备:冲压材料归纳,如:SECC、GI、SUS等)
在模具设计过程中,我们都会遇到产品材料问题,不管是模板材料还是冲压材料,关键是这些材料都是用字母代码代替了文字,这样我们判断起来会比较困难,在这里,小编为大家整理了一份比较详细的材料表,供学习、参考:...
热轧板是铁板吗(冲压设计师必备:冲压材料归纳,如:SECC、GI、SUS等)
在模具设计过程中,我们都会遇到产品材料问题,不管是模板材料还是冲压材料,关键是这些材料都是用字母代码代替了文字,这样我们判断起来会比较困难,在这里,小编为大家整理了一份比较详细的材料表,供学习、参考:...
冲压模具,是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而...
连续片连续冲裁模图示结构为少废料排样的冲孔切断模,采用双侧刃3冲切去条料两侧搭边边并控制送料进距,用却断凸模6冲切得到工件。簧片连续冲裁模图是连续冲裁模采用三排直排、一模的排样方式,用双成形侧刃8冲切去两...
作者:李庆生1,汪宗华1,汪宗宝2(1.铜陵文一三佳科技股份有限公司技术部,2.安徽荻港海螺水泥股份有限公司电气技术室)文章已刊载在《模具制造》月刊,版权归作者所有,转载请注明出处,谢谢!【摘要】介绍了LED支架...
折弯90度圆弧怎么算(设计攻略丨富士康冲压产品展开公式“普光”,设计师可以多看看)
冲压模具设计师,产品展开属于必备技能。客户提供一个3D产品图或者PDF尺寸公差图后,我们需要对产品工艺分析后确定模具结构类型、定料、模具报价等。为了获得产品原始尺寸规格,必须要将现有的产品进行展开,以得到产...
冲裁模是利用模具使板材分离的冲压工序,包括落料、冲孔、切口、修边等工序。1.冲裁过程:冲裁即是分离工序,工件受力时必然从弹、塑性变形开始,以断裂告终。当凸模下降接触板料,板料即受到凸、凹模压力而产生弹性...