模具刃口是什么(冲压模具设计的核心要点)
Posted
篇首语:学乃身之宝,儒为席上珍。君看为宰相,必用读书人。本文由小常识网(cha138.com)小编为大家整理,主要介绍了模具刃口是什么(冲压模具设计的核心要点)相关的知识,希望对你有一定的参考价值。
模具刃口是什么(冲压模具设计的核心要点)


冲裁模是利用模具使板材分离的冲压工序,包括落料、冲孔、切口、修边等工序。
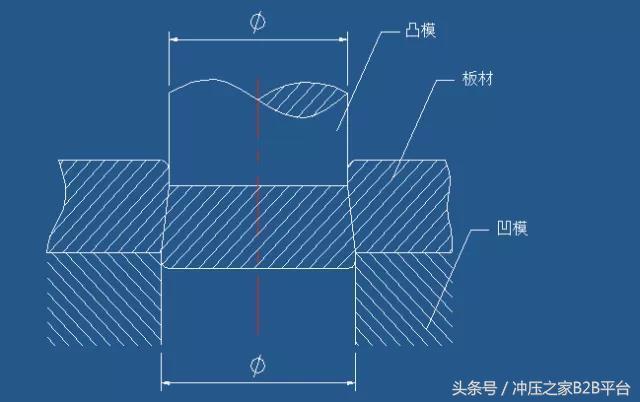
1.冲裁过程:
冲裁即是分离工序,工件受力时必然从弹、塑性变形开始,以断裂告终。当凸模下降接触板料,板料即受到凸、凹模压力而产生弹性变形,随着凸模下压,模具刃口压入材料,内应力状态满足塑性变形条件时,产生塑性变形,冲件塑性变形从刃口开始,随着切刃的深入,变形区向板料的深度方向发展、扩大,直到在板料的整个厚度方向上产生塑性变形,板料的一部分相对于另一部分移动。
2.冲裁零件的断面形状及分析:
如下图所示,由于冲裁变形的特点,使冲出的工件断明显地分成三特征区,即圆角带、光亮带与断裂带。圆角带、光亮带与断裂带三部分在冲裁件断面上所占的比例随材料的机械性能、凸与凹模间隙、模具结构等不同而变化。要想提高冲裁件切面的光洁程度与尺寸精度,可通过增加光亮带的高度或采用整修工序来实现。

3.冲裁间隔:
模具间隙系指凸、凹模刃口间缝隙的距离,间隙对冲裁件质量、冲裁力、模具寿命的影响很大。影响冲裁件质量的因素有:凸、凹模间隙大小及分布的均匀性,模具刃口状态、模具结构与制造精度,材料性质等,其中间隙值大小与均匀程度是主要因素。
1)冲裁间隔值对冲裁质量的影响 间隙过小时,将产生二次剪切,制件断面的中部留下撕裂面。而两头为光亮带,在端面出现挤长的毛刺。毛刺虽有所增长,但易去除,且制件穹弯小,断面垂直。间隙过大时,材料的弯曲与拉伸增大,材料易被撕裂,致使制件光亮带减小,毛刺大而厚,难以去除。间隙在一定范围内[z=(14~24%)t]变化时,毛刺高度小,且变化不大,这称为毛刺稳定区,可供选择合理间隙值时参考。
2)间隙对尺寸精度的影响 当凸、凹模间隙较大时,材料所受拉伸作用增大,冲裁完后因材料的弹性恢复使落料尺寸小于凹模尺寸,冲孔孔径大于凸模直径。在间隙较小时,由于材料受凸、凹模挤压力大,故冲裁完后,材料的弹性恢复使落料件尺寸增大,冲孔孔径变小,此外,尺寸变化量的大小还与材料性质、厚度、轧制方向等因素有关。软钢的弹性变形量较小,冲裁后的弹性恢复量也就小,硬钢的弹性恢复量较大。
3)间隔对冲裁力的影响 间隙Z减小,则Fmax增大。其原因是间隙小,材料所受拉应力减小,压应力增大,材料不易产生撕裂,故使冲裁力Fmax增大。
4)间隔对模具寿命的影响 冲裁凸、凹模的损坏有磨损、崩刃和折断等形式。间隔减少,模具磨损加快,容易崩刃和折断,减短模具寿命。
4.冲裁件间隔的确定:
理论计算法 由裂纹重合形成几何三角形计算。
经验确定法
软材料:
T<1mm Z=(6~8%)T
T=1~3mm Z=(10~15%)T
T=3~5mm Z=(15~25%)T
硬材料:
T<1mm Z=(8~10%)T
T=1~3mm Z=(11~17%)T T=3~5mm Z=(17~25%)T
5.冲裁凸、凹模刃口尺寸计算原则:
冲孔件以凸模为准,在凹模放冲裁间隔,而凸模以工件尺寸和公差要求计算。落料以凹模为准,在凸模放冲裁间隔,而凹模以工件尺寸和公差要求计算(如下图所示)。
5.冲裁件排样:
冲裁件在条料或板料上的布置方法叫排样。合理的排样能提高材料的利用率。下面两种排样比较:

6.冲裁件工艺性:(如下图表所示)
冲裁件的形状应能符合材料合理排样,减少废料。

7.冲裁件各直线或曲线连接处宜有适当的圆角。
冲裁件凸出或凹入部分宽部不宜太小,并应避免过长的悬臂与狭槽。冲孔时,由于受到凸模强度的限制,孔的尺寸不宜过小,其数值与孔的形状、材料的机械性能,材料的厚度有关。冲裁件的孔与孔之间、孔与边缘之间的距离受模具强度和冲裁质量的限制,其值不能过小。在弯曲件或拉深件上冲孔时,其孔壁与工件直壁之间的距离不能过小。
8.冲裁件常见问题及解决方案:
冲裁件毛刺出现及解决方法,在冲裁过程中,由于凸凹模之间间隙的不合理性会出现毛刺或凸凹模在冲压过程中有磨损现象,其间隙会增大,从而出现毛刺,所以在设计冲裁模时根据材料厚度、性能合理选取凸凹模间隙。
——END——

相关参考
一、从废料情况看出的信息废料本质上就是成形孔的反像。即位置相反的相同部位。通过检查废料,你可以判断上下模间隙是否正确。如果间隙过大,废料会出现粗糙、起伏的断裂面和一窄光亮带区域。间隙越大,断裂面与光亮...
废料堵穴 a.落料孔小或落料孔偏位 加大落料孔,使落料顺畅 b.落料孔有倒角 加大落料孔去除倒角 c.刀口未放锥度 线割锥度或反面扩充孔减小直壁位长度d.刀口直壁位过长 反面钻孔,使刀口直壁位缩短...
拱形骨架护坡模具设计通过对拱形骨架护坡模具的设计实例,探讨了拱形骨架护坡模具的设计方法、要点,详细介绍了拱形骨架护坡模具的关键部件——模腔的选材及热处理。以提高拱形骨架护坡模具质量的长期稳定性.为拱形...
注塑无尘车间设计要求(高光无痕注塑模具设计要点和模具抛光保养)
...塑过程中,易出现熔接痕、气痕、变形等缺陷;高光无痕模具能够解决上述缺陷。下面我们就一起来看看高光无痕注塑模具设计十大要素。一高光无痕注塑的原理1.温度较高模具成型对温度要求较高(一般为80℃-130℃左右),在注...
注塑无尘车间设计要求(高光无痕注塑模具设计要点和模具抛光保养)
...塑过程中,易出现熔接痕、气痕、变形等缺陷;高光无痕模具能够解决上述缺陷。下面我们就一起来看看高光无痕注塑模具设计十大要素。一高光无痕注塑的原理1.温度较高模具成型对温度要求较高(一般为80℃-130℃左右),在注...
...为了达到制件要求,设计时必须注意的有:①毛坯放置在模具上应有准确的定位。首先,应尽量利用制件上的孔定位。如果制件上的孔不能利用,则应在毛坯上设计出工艺孔。图4-1
模具设计入门先学什么(多年设计总结,提醒初学模具设计需注意的五大要点防止步入雷区)
模具设计应用非常的广泛,竞争也不是很大,工资虽然不是很高,但是万把块钱一个月还是没问题的,未来发展也是可观的。首先告诉你的是,零基础学习模具设计难度还是有的,模具设计的专业程度本身就不简单,学习这事本...
重点:模具成型周期中冷却时间占成型周期75%以上,所以说水路设计是直接决定产品成型周期和产品质量的最重要的因素。如图所示:水路设计原则:1,水路中心距控制在水路直径的3~5倍;2,水路与产品面的中心距控制在1.5~2.5...
底板塑料模具(56个模具设计常用知识要点,迅速掌握塑胶模具使用常识)
...钢)ABS+PC:0.4%PC+ABS:0.5%工程材料:ABSPCPEPOMPMMAPPPPOPSPET2、模具分为那几大系统?浇注→顶出→冷却→成型→排气3、在做模具设计过程中应注意哪些问题?1、
模具推板模(塑胶模具设计:大瓶盖特殊斜顶注塑模设计要点,你学会了吗)
大瓶盖产品如图1所示,大端外径59.80mm,高度22.10mm,顶部胶位厚度0.80mm,材料为PP,缩水率为1.016,盖口边缘有4处倒扣。图1大瓶盖产品图塑件属于瓶盖类塑件,内孔无螺纹,瓶口边缘有倒扣4处,深度1.0mm,沿圆周均布,通常的做...