注塑机保压了还是缩水怎么搞(塑胶件缩水,预防比解决更重要模具设计师必看)
Posted
篇首语:任何事情的发生必有其目的,并且有助于我。本文由小常识网(cha138.com)小编为大家整理,主要介绍了注塑机保压了还是缩水怎么搞(塑胶件缩水,预防比解决更重要模具设计师必看)相关的知识,希望对你有一定的参考价值。
注塑机保压了还是缩水怎么搞(塑胶件缩水,预防比解决更重要模具设计师必看)
1.缩水是什么?
缩水、缩痕或凹痕(sink mark)是指塑胶件成形品表面上的凹陷不良,呈酒窝状或呈沟壑状,是注塑成型中发生频率最高、同时也非常难以消除的缺陷。
缩水造成塑胶件外观面凹陷、表面不均匀,严重影响外观。过于明显的缩水缺陷还不能通过表面处理遮挡,光亮的表面处理还会放大缺陷。
如果是消费类产品,例如洗衣机、冰箱和笔记本电脑等,终端用户如果看到产品外观面上出现大量缩水,坑坑洼洼、凹陷不平,会认为产品档次比较低,严重影响品牌形象。
如果产品不直接面对终端用户,而是企业客户。客户看到大量缩水,会认为工程师非常不专业,也会影响公司形象。
另外,缩水还会影响塑胶件局部区域的尺寸,影响装配以及相应的功能实现。
总之,缩水看上去是小事,但是潜在危害是用户和客户的流失,还会影响装配等,不容小视。
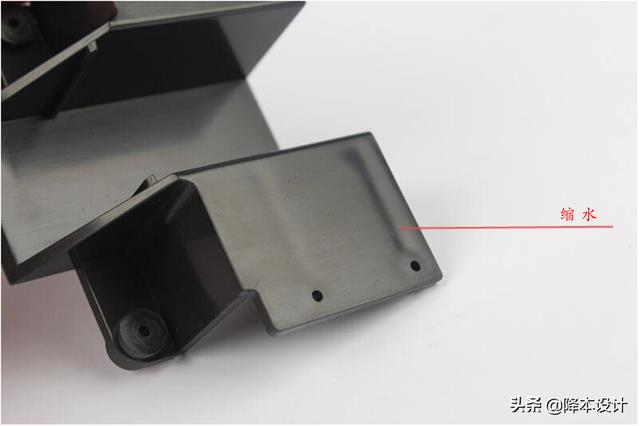
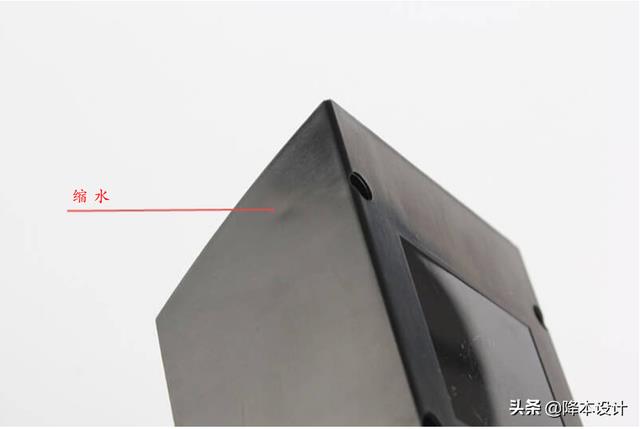

▲各式各样的缩水
2.为什么会发生缩水
塑料在注塑时要将原料熔化成融化状,融化状的塑料在冷却固化过程中需要不断收缩,如果塑胶件的厚度不一致或者冷却不均匀等,就会发生不同程度的收缩。
如果塑胶件外表面不够坚硬,无法抵抗内部收缩产生的拉力,表面材料就会向内部移动,而在后续得不到补偿的情况下,表面上就会产生缩水凹陷;如果塑胶件外表面足够坚硬,则会在内部产生空洞。
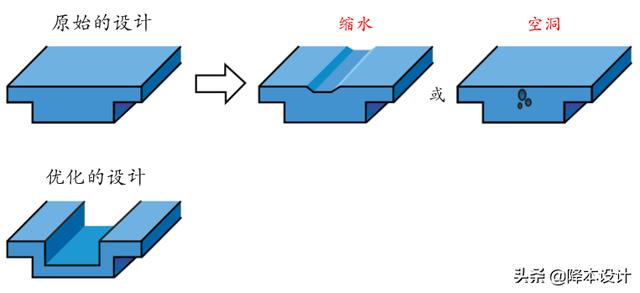
▲缩水或空洞的产生
产生缩水的具体因素包括塑胶材料、塑胶件设计、模具结构和注塑成型工艺参数等多方面,如下仅列出其中的一部分因素:
2.1 塑胶材料收缩率大
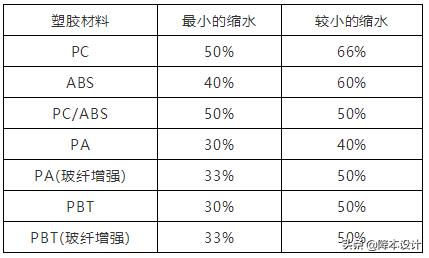
当塑胶材料收缩率较大时,则更容易发生缩水。从表1可以看出,PC/ABS的加强筋壁厚设计为基本壁厚的50%,发生缩水的可能性比较小。而PBT的加强筋壁厚只有设计为基本壁厚的30%时,才不太可能发生缩水,这意味着即使加强筋壁厚稍微厚一点,就有很大的可能性发生缩水。
表1 常用塑胶材料加强筋厚度与基本壁厚比值
2.2 塑胶件局部壁厚过厚
局部壁厚过厚的区域比壁薄的区域冷却得慢。壁薄的区域已经冷却固化,而壁厚过厚的区域还没有完全冷却固化。当壁厚过厚的区域继续冷却固化时,因为收缩而产生缩水。
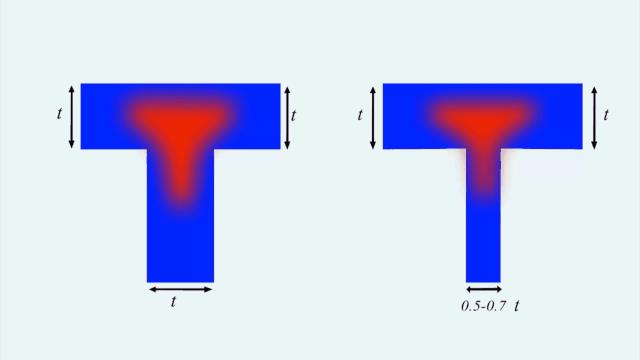
▲局部壁厚过厚产生的缩水
局部壁厚过厚的区域最容易发生在加强筋根部、支柱根部、加强筋与加强筋或者加强筋与壁的连接处、以及支柱与壁的连接处等。
2.3 塑胶件壁厚不均匀
当壁厚不均匀时,壁薄处冷却快,收缩小;壁厚处冷却慢,收缩大,继而产生缩水。
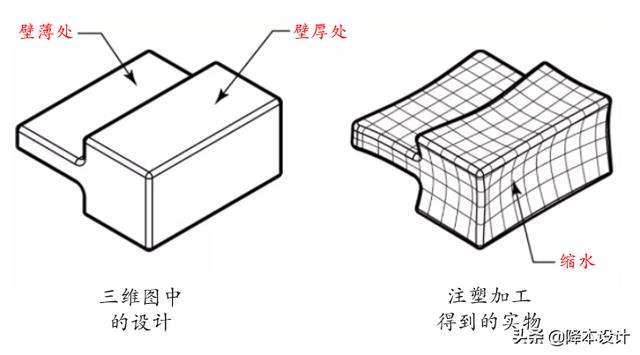
▲壁厚不均匀产生缩水
2.4 远离浇口
靠近浇口处充填的塑胶熔料先开始冷却固化,容易造成远离浇口区域的塑胶熔料不能充分充填。同时,远离浇口处的保压也较小;这很容易造成远离浇口区域在冷却之后收缩过大,从而发生缩水。
2.5 塑胶熔料从壁薄的区域流向壁厚的区域产生
如果浇口设置不当,使得塑胶熔料从壁薄的区域流向壁厚的区域,溶料在流经壁薄的区域时遇到温度较低的模具型腔,提前开始冷却,这很容易使得壁厚处难以充分充填,发生缩水的概率大大增加。
▲壁薄处先冷却固化
2.6 冷却不均匀
当注塑模具的水路设计使得冷却不均匀时,冷却较快的区域先固化,收缩小,冷却较慢的区域后固化,收缩大,造成缩水。
2.7 注射压力过小和保压不足
当注射压力过小和保压不足时,在塑胶件收缩时,就没有足够的材料来补充收缩的区域,造成缩水。
2.8 注射量调整不当
螺杆式注射成型机注射终了时,必须在螺杆头部与喷嘴之间留有适当数量的熔融塑料(根据机台的大小在5MM左右),用它来缓冲。若这个缓冲量为零,又把注射量调整到终了时,螺杆同时也顶到底,这样在保压时螺杆就无法前进,因而不能进行保压,产生缩水。
3.预防缩水问题的六大思想
3.1 缩水问题以预防为主
不要等到缩水缺陷真正产生了,才去匆匆忙忙的解决。这时,也许可以解决问题,但有可能意味着修改塑胶件设计、修改模具浇口和流道等等,这不但会造成产品成本增加,还会造成产品的开发周期加长。
当然,还有更大的可能是因为产品结构和模具结构的限制,或者成本过高,造成无法修改,只能通过调机来解决,而调机往往不能从根本上解决问题。最后的结果是各方委曲求全,一致接受缩水的现状。
本文的标题是“预防比解决更重要”,正是这一思想的体现。
3.2 对待缩水的态度:不同塑胶件的缩水要区别对待
一般来说,一个产品包括A、B、C和D面。
- A面是指用户在日常使用中经常看到的面,例如产品的正面;
- B面是指用户在日常使用中不经常看到的面,例如产品的侧面;
- C面是指用户在日常使用中看不到的面,例如产品的底面;
- D面是指产品结构的非外路面,例如产品的内表面和内部结构件。
显然,不同区域的塑胶件对缩水的要求不一致。那么在设计时,就不能一视同仁。特征是当外观与强度有冲突时。
例如,为了提高塑胶件的强度,会尽量把加强筋的壁厚稍微厚一些,或者在加强筋的根部增加圆角;但是,这无疑会产生缩水。那么,对于产品的重要外观面如A面,那么就要把加强筋的壁厚做的更薄一些,甚至取消根本圆角;对于内部结构件,强度更重要,那么就需要把加强筋的壁厚稍微厚一些,同时根部增加圆角。
3.3 全方位考虑
预防缩水问题需要全方位考虑,单单从某一方向入手都无法从根本上预防缩水问题。
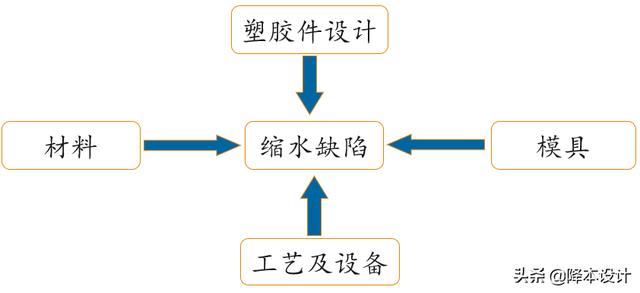
▲缩水应全方位考虑
3.4 从塑胶件设计入手是最佳方案
通过后期的模具设计、注塑成型参数调整,也许可以解决缩水问题,也许不能。但是有一点是肯定的:那就是很容易增加塑胶件成本,这是绝对需要避免的。
例如,如图所示的导光板,为了解决缩水问题,模具方面增大浇口及流道直径,对缩水有一定帮助,但是依然不是很明显,反而导致本已够庞大的流道更加庞大,成型周期更加的漫长。导光板为0.6克,流道重量却重达22.0克,流道冷却时间约45秒。按照这样的数据进行生产,其材料成本和加工成本将会变得非常可怕。
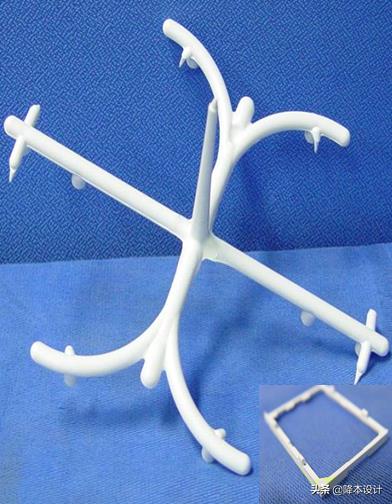
▲导光板产品与浇口和流道的对比
3.5 团队合作
缩水缺陷的预防依靠产品设计工程师、模具工程师、注塑工程师和塑胶原材料供应商等各部门以及供应商的精诚合作。
在塑胶件设计时,产品设计工程师首先需要向塑胶原材料供应商寻求塑胶原材料的特性信息,其中就包括缩水的特性。一般来说,塑胶原材料供应商会有丰富的知识和技巧来解决各种缺陷。
在具体进行塑胶件设计时,产品设计工程师就需要按照相应的规则和指南来进行详细的塑胶件设计,例如遵守加强筋的壁厚不能太厚的指南。而当产品设计工程师对设计有任何疑问和不确定时,就应当向模具工程师、注塑工程师和塑胶原材料供应商等及时寻求建议。并在设计评审时,邀请各方一同参与。
当塑胶件在三维软件中设计完成之后,产品设计工程师应当把塑胶件的外观需求准确的定义在二维图纸中,告知模具工程师具体的缩水要求,这样模具工程师在设计模具时,就会基于此去考虑模具结构的设计,包括浇口的大小、位置和数量、流道的大小、以及冷却水路的结构等。
而在试模时,上述四方应当在现场共同解决潜在的缩水问题。
3.6 使用模流分析软件
在预测和解决缩水缺陷方面,模流分析软件是一个非常有用的工具。
在基于现有塑胶件设计、模具设计的基础上,使用模流分析软件(如Moldflow)可以预测缩水的大小。如果发现缩水超过外观要求,则可以要求优化塑胶件设计(例如壁厚的地方掏空等)和优化模具设计(例如调整浇口的位置和大小等)。
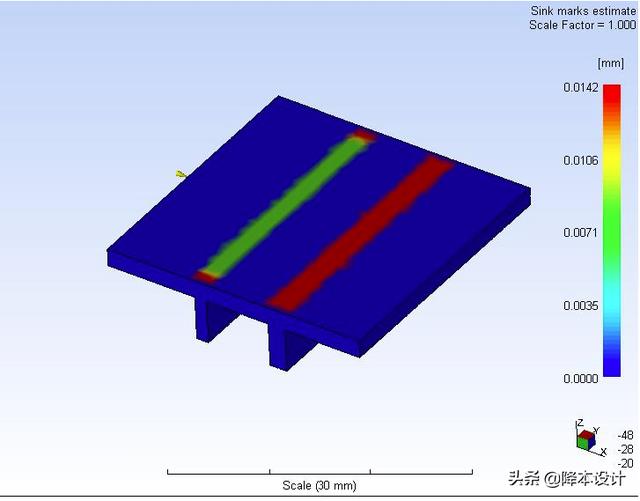
▲利用模流分析软件预测和解决缩水
——END——

【俺搜APP】——免费查看更多塑料模具、塑料颗粒注塑、改性等干货知识
相关参考
TPR塑料蕞常见的加工方式就是注塑成型,网络上有很多网友在提问各种注塑常见问题,例如:缺胶、流纹、注塑飞边、不易脱模、颜色不均匀等等。今天议题是:TPR塑料制品有缩水的原因和解决办法,经过10年注塑调机师傅的口...
TPR塑料蕞常见的加工方式就是注塑成型,网络上有很多网友在提问各种注塑常见问题,例如:缺胶、流纹、注塑飞边、不易脱模、颜色不均匀等等。今天议题是:TPR塑料制品有缩水的原因和解决办法,经过10年注塑调机师傅的口...
注塑机产品缩水是怎么回事(青华模具分享塑胶产品缩水原因分析与对策)
在模具设计当中我们都会将很多的产品排在同一套模具上,实现一模多穴,但同时也会增加注塑工艺设置的难度,下面给大家分享一个多穴产品短射问题解决方案:1.原始流道尺寸2.原始档案充填结果3.原始档案压力结果4.建议修...
注塑机产品缩水是怎么回事(青华模具分享塑胶产品缩水原因分析与对策)
在模具设计当中我们都会将很多的产品排在同一套模具上,实现一模多穴,但同时也会增加注塑工艺设置的难度,下面给大家分享一个多穴产品短射问题解决方案:1.原始流道尺寸2.原始档案充填结果3.原始档案压力结果4.建议修...
我细细地描述,缓缓的叙说:塑胶产品的品质缺陷原因;你认真地听,慢慢理会,在实际工作中,思考明白后再对症下药,把产品质量,生产效率更上一层楼。①缩水一,产品缩水的模具原因1,水口流道,入水太小了,保压打...
我细细地描述,缓缓的叙说:塑胶产品的品质缺陷原因;你认真地听,慢慢理会,在实际工作中,思考明白后再对症下药,把产品质量,生产效率更上一层楼。①缩水一,产品缩水的模具原因1,水口流道,入水太小了,保压打...
...腔、薄壁、壁厚不均),工艺参数不合理(保压、顺序阀),注塑机(吨位偏小,注塑压力不够)2.变形:弯曲、扭曲、翘曲、不平原因:1、保压压力过大,内应力大,出模后24h内变形大。2、冷却不均匀,导致翘曲。3、浇口位置不合
...腔、薄壁、壁厚不均),工艺参数不合理(保压、顺序阀),注塑机(吨位偏小,注塑压力不够)2.变形:弯曲、扭曲、翘曲、不平原因:1、保压压力过大,内应力大,出模后24h内变形大。2、冷却不均匀,导致翘曲。3、浇口位置不合
...腔、薄壁、壁厚不均),工艺参数不合理(保压、顺序阀),注塑机(吨位偏小,注塑压力不够)2.变形:弯曲、扭曲、翘曲、不平原因:1、保压压力过大,内应力大,出模后24h内变形大。2、冷却不均匀,导致翘曲。3、浇口位置不合
海天注塑机储料无背压开关位置(注塑,永不落幕7:苹果电脑面壳缩水是怎样解决的)
一个周六,因为白天上班比较辛苦,故我早早在19点就上床休息了。迷糊中,电话吵醒了,是一个读者粉丝王老板打来的。王老板:扬师傅,现在有空过我厂江湖救急下吗?我:什么事嘛。王老板:我有一套模具的注塑产品,我...