注塑机产品缩水是怎么回事(青华模具分享塑胶产品缩水原因分析与对策)
Posted
篇首语:只会幻想而不行动的人,永远也体会不到收获果实时的喜悦。本文由小常识网(cha138.com)小编为大家整理,主要介绍了注塑机产品缩水是怎么回事(青华模具分享塑胶产品缩水原因分析与对策)相关的知识,希望对你有一定的参考价值。
注塑机产品缩水是怎么回事(青华模具分享塑胶产品缩水原因分析与对策)
在模具设计当中我们都会将很多的产品排在同一套模具上,实现一模多穴,但同时也会增加注塑工艺设置的难度,下面给大家分享一个多穴产品短射问题解决方案:1.原始流道尺寸

2.原始档案充填结果

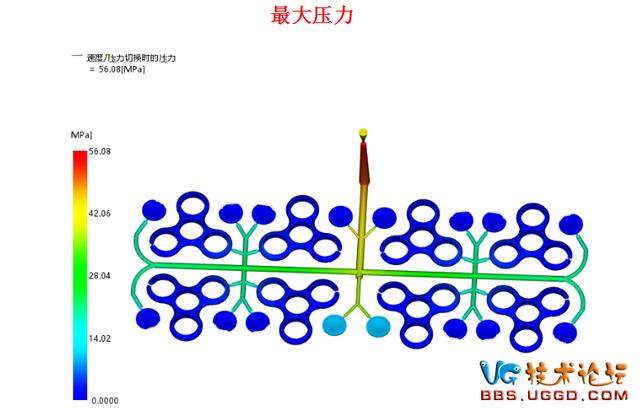
3.原始档案压力结果

4.建议修改流道大小和浇口尺寸,如图所示

5.修改后的填充效果,无透明位置,如图所示

6.修改后的产品流动平衡,可得到较小的压力,更加利于实际成型参数的调整,实际试模后,产品OK
相关参考
注塑机保压了还是缩水怎么搞(塑胶件缩水,预防比解决更重要模具设计师必看)
1.缩水是什么?缩水、缩痕或凹痕(sinkmark)是指塑胶件成形品表面上的凹陷不良,呈酒窝状或呈沟壑状,是注塑成型中发生频率最高、同时也非常难以消除的缺陷。缩水造成塑胶件外观面凹陷、表面不均匀,严重影响外观。过...
注塑机保压了还是缩水怎么搞(塑胶件缩水,预防比解决更重要模具设计师必看)
1.缩水是什么?缩水、缩痕或凹痕(sinkmark)是指塑胶件成形品表面上的凹陷不良,呈酒窝状或呈沟壑状,是注塑成型中发生频率最高、同时也非常难以消除的缺陷。缩水造成塑胶件外观面凹陷、表面不均匀,严重影响外观。过...
我细细地描述,缓缓的叙说:塑胶产品的品质缺陷原因;你认真地听,慢慢理会,在实际工作中,思考明白后再对症下药,把产品质量,生产效率更上一层楼。①缩水一,产品缩水的模具原因1,水口流道,入水太小了,保压打...
我细细地描述,缓缓的叙说:塑胶产品的品质缺陷原因;你认真地听,慢慢理会,在实际工作中,思考明白后再对症下药,把产品质量,生产效率更上一层楼。①缩水一,产品缩水的模具原因1,水口流道,入水太小了,保压打...
TPR塑料蕞常见的加工方式就是注塑成型,网络上有很多网友在提问各种注塑常见问题,例如:缺胶、流纹、注塑飞边、不易脱模、颜色不均匀等等。今天议题是:TPR塑料制品有缩水的原因和解决办法,经过10年注塑调机师傅的口...
TPR塑料蕞常见的加工方式就是注塑成型,网络上有很多网友在提问各种注塑常见问题,例如:缺胶、流纹、注塑飞边、不易脱模、颜色不均匀等等。今天议题是:TPR塑料制品有缩水的原因和解决办法,经过10年注塑调机师傅的口...
...腔、薄壁、壁厚不均),工艺参数不合理(保压、顺序阀),注塑机(吨位偏小,注塑压力不够)2.变形:弯曲、扭曲、翘曲、不平原因:1、保压压力过大,内应力大,出模后24h内变形大。2、冷却不均匀,导致翘曲。3、浇口位置不合
薄壁注塑的解决方案薄壁注塑就是产品壁厚比较薄,流程显得比较长,流动截面上的中心层厚度比较低,塑胶容易冷却,流动困难。通常需要高速高压的充填,高模温的辅助。热流道需要尽可能地降低自身的压力损失。1.缺料不...
薄壁注塑的解决方案薄壁注塑就是产品壁厚比较薄,流程显得比较长,流动截面上的中心层厚度比较低,塑胶容易冷却,流动困难。通常需要高速高压的充填,高模温的辅助。热流道需要尽可能地降低自身的压力损失。1.缺料不...
...腔、薄壁、壁厚不均),工艺参数不合理(保压、顺序阀),注塑机(吨位偏小,注塑压力不够)2.变形:弯曲、扭曲、翘曲、不平原因:1、保压压力过大,内应力大,出模后24h内变形大。2、冷却不均匀,导致翘曲。3、浇口位置不合