熔体流动(注塑模腔压力曲线图全流程分析)
Posted
篇首语:一身转战三千里,一剑曾百万师。本文由小常识网(cha138.com)小编为大家整理,主要介绍了熔体流动(注塑模腔压力曲线图全流程分析)相关的知识,希望对你有一定的参考价值。
熔体流动(注塑模腔压力曲线图全流程分析)
注塑模腔压力曲线图全流程分析

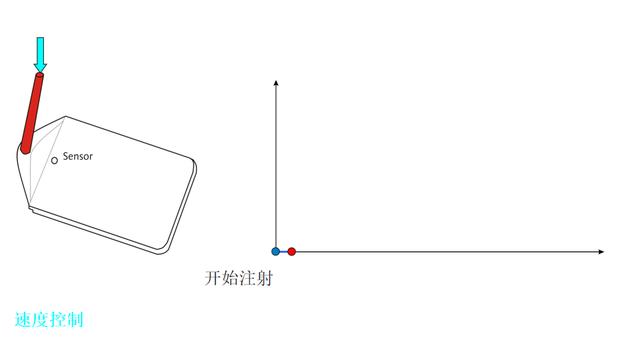
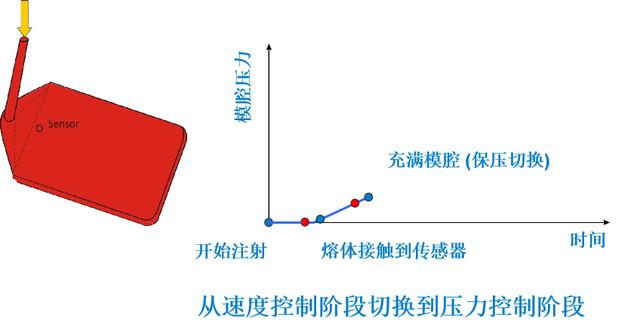
第一阶段 注射开始:液压上升,螺杆向前推进。
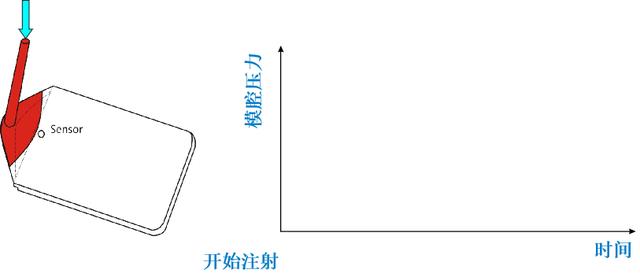
第二阶段 熔体注入型腔,传感器所在位置的型腔压力=1bar ( 1bar=105Pa )。
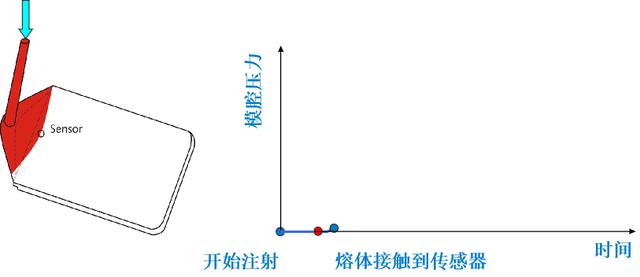
第三阶段 熔体到达传感器,型腔压力开始上升。
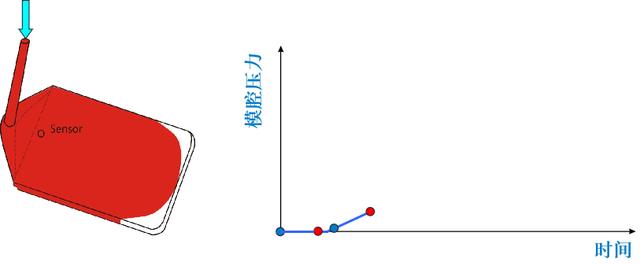
第四节段 充填型腔:型腔压力取决于流动阻力。
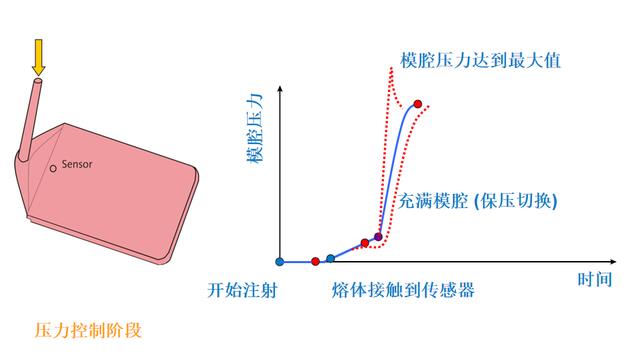
第五阶段 充满型腔:理想的V-p (体积-压力)切换时刻。
第六阶段 压缩熔体:体积收缩的平衡。
第七阶段 最大型腔压力:取决于保压压力和材料特性。熔体因冷却收缩,体积变小,因此要保压补料,以填充因熔体收缩而留下的空间。
第八阶段 压力持续下降。
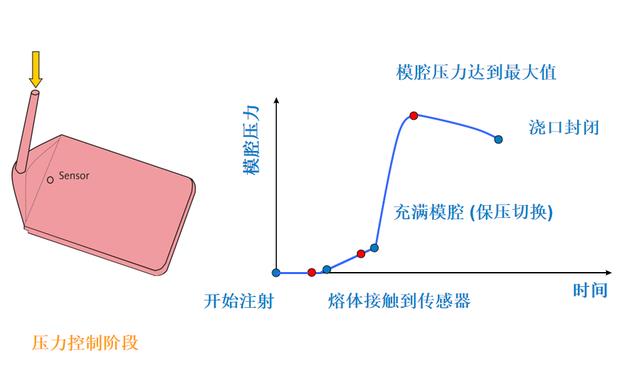
第九阶段 压力下降出现明显转折:结晶塑料晶态固化,无定形塑料出现熔体回流。
第十阶段 凝固点浇口处熔体冷却(型腔内体积不变)
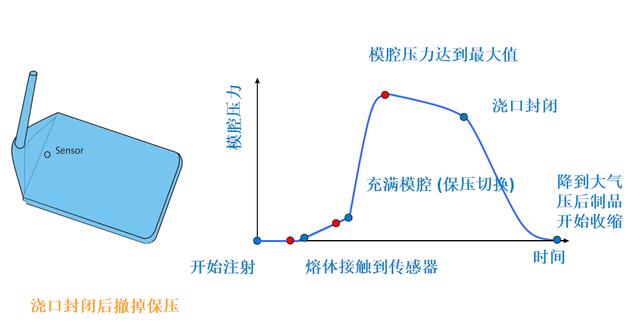
第十一阶段 大气(压力=收缩)过程开始:保持尺寸稳定的重要依据。
资料来源:以上资料来自瑞士奇石乐公司。如需学习注塑波形图,可在我抖音橱窗观看,有部分内容是可以免费观看的,谢谢!
相关参考
...为粘度,所以粘度是熔融塑料流动性高低的反映.粘度越大,熔体粘性越强,流动性越差,加工越困难.工业应用上,比较一种塑料的流动性并不是看其粘度值,而是看其熔体流动指数大小(称MFI):所谓MFI,就是在一定熔化温度下,熔体受到额...
...为粘度,所以粘度是熔融塑料流动性高低的反映.粘度越大,熔体粘性越强,流动性越差,加工越困难.工业应用上,比较一种塑料的流动性并不是看其粘度值,而是看其熔体流动指数大小(称MFI):所谓MFI,就是在一定熔化温度下,熔体受到额...
注塑模的特点由原材料的特性决定,主要有两点:一是注射时塑料熔体的充模流动特性,二是模腔内塑料冷却固化时的收缩行位,这两点决定了注塑模的特殊性和注塑模具设计难度。由于塑料熔体属于黏弹体,熔体流动时黏度随...
注塑模的特点由原材料的特性决定,主要有两点:一是注射时塑料熔体的充模流动特性,二是模腔内塑料冷却固化时的收缩行位,这两点决定了注塑模的特殊性和注塑模具设计难度。由于塑料熔体属于黏弹体,熔体流动时黏度随...
...压系统提供的。液压缸的压力通过注塑机螺杆传递到塑料熔体上,塑料熔体在压力的推动下,经注塑机的喷嘴进入模具的竖流道(对于部分模具来说也是主流道)、主流道、分流道,并经浇口进入模具型腔,这个过程即为注塑过...
...压系统提供的。液压缸的压力通过注塑机螺杆传递到塑料熔体上,塑料熔体在压力的推动下,经注塑机的喷嘴进入模具的竖流道(对于部分模具来说也是主流道)、主流道、分流道,并经浇口进入模具型腔,这个过程即为注塑过...
料筒修复(注塑成型技术一一注塑件短射(欠注)问题如何解决?)
...充不满,特别是薄壁区或流动路径的末端区域。其表现为熔体在没有充满型腔就冷凝了,熔料进入型受腔后没有充填完全,导致产品缺料。产生短注的主要原因是流动阻力过大,造成熔体无法继续流动。影响熔体流动长度因素包...
...M2Pv:充填压力:KG/CM2(一般塑胶材料充填压力在150-350KG/CM2)(流动性良好取较底值,流动不良取较高值)射出压力=充填压力/0.4-0.6例:模腔投影面积270CM2充填压力220KG/CM2锁模力=270*220/1000=59.4TON2.射出压力Pi(KG/CM2)公式:Pi=P*A/Ao即:射出...
...M2Pv:充填压力:KG/CM2(一般塑胶材料充填压力在150-350KG/CM2)(流动性良好取较底值,流动不良取较高值)射出压力=充填压力/0.4-0.6例:模腔投影面积270CM2充填压力220KG/CM2锁模力=270*220/1000=59.4TON2.射出压力Pi(KG/CM2)公式:Pi=P*A/Ao即:射出...
注塑机的保压速度的影响(干货注塑速度的高低分别有什么好处?)
...用时间。而这些因素之间又是相互影响和制约的,如提高熔体、模具温度,则可以降低注射压力和速度等,反之则需要增加注射压力和速度。各种工艺条件中影响的核心在于塑料的粘度变化,这一点对于注射过程中参数的合理选...