热板塑料焊接机(塑料超声波焊接简介)
Posted
篇首语:最关情,折尽梅花,难寄相思。本文由小常识网(cha138.com)小编为大家整理,主要介绍了热板塑料焊接机(塑料超声波焊接简介)相关的知识,希望对你有一定的参考价值。
热板塑料焊接机(塑料超声波焊接简介)
1.连接器超声波焊接原理及步骤
1.1超声波焊接简介及原理
超声波焊接是利用超声波振动频率,接触摩擦产生热能而使两个塑胶件在焊接界面熔融而固定在一起。超声波焊接是一种快捷、干净、有效的装配工艺,用于满足塑胶件高强度的装配要求,是广泛使用的一种先进装配技术,适用于多种类型塑胶件的装配。正常情况下,超声波焊件具有较高的抗拉强度,可以取代溶剂粘胶及机械紧固等装配方法,同时还可以具有防水、防潮的密封效果。
超声波焊接的工作原理是通过超声波发生器将50 Hz或60 Hz电流转换成 15、20、30或40 kHz的电能,被转换的高频电能通过换能器再次被转换成为同等频率的机械运动,随后机械运动通过一套可以改变振幅的调幅器装置传递到焊头,如图1所示。
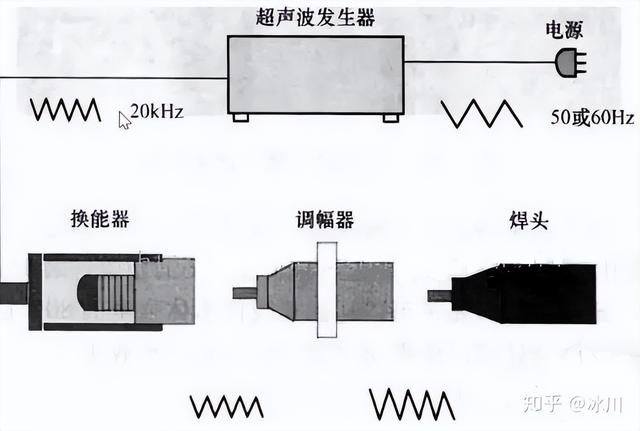
图1超声波焊接原理
焊头将接收到的振动能量传递到待焊接塑胶件的界面,在该区域,振动能量通过摩擦方式被转换为热能,将塑料熔化,振动停止后维持在塑胶件上的短暂压力使两塑胶件以分子连接方式凝固为一体,如图2所示。
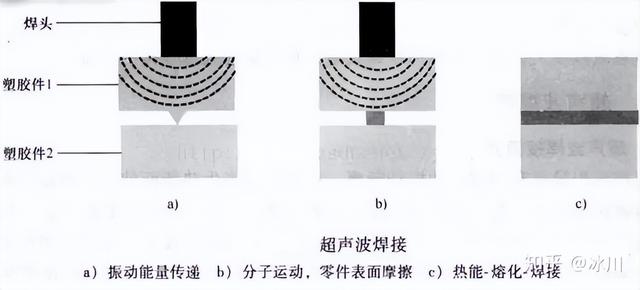
图2超声波焊接过程
1.2超声波焊接步骤
超声波焊接详细步骤如图3所示:
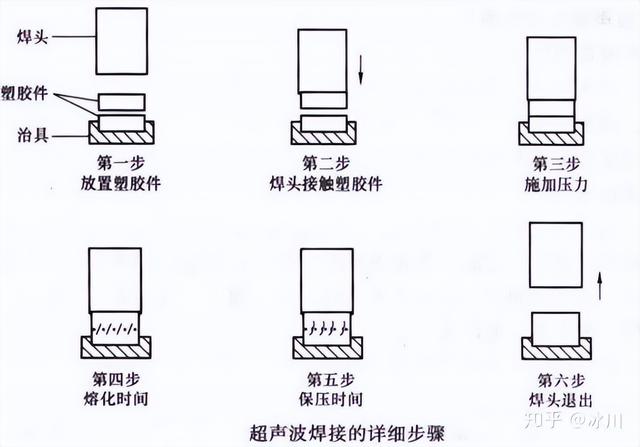
图3超声波焊接详细步骤
1.3超声波焊接在连接器中的适用范围、优点及局限性
1.3.1超声波焊接在连接器中的适用范围
超声波焊接是一种快速高效的连接技术,不需要焊剂和外部加热。超声波塑料焊接以其生产效率高、生产成本低、精度保证高、质量一致性好合维护使用方便等优点,广泛应用于连接器行业。
超声波焊接可以应用到需要塑料连接的场合。对于两体式的绝缘体连接,可以直接应用超声波焊接来替代传统的胶粘剂粘接。对于依靠倒钩相扣的绝缘体连接形式也可以直接改为超声波焊接,取消原倒钩和横抽芯的模具结构,达到简化模具结构、提高产品可靠性的目的。对于一体式的印制板连接器,改用超声波焊接结构可以解决绝缘体开裂问题,避免塑压参数的客观或人为的变化造成批量生产不稳定,且可以简化结构。
1.3.2超声波焊接的优点
超声波焊接是一种快捷、十净、可靠性高的装配工艺,具有以下优点:
1)焊接速度快,效率高。绝大部分超声波焊接可以在0.1〜0.5 s之内完成;
2)成本低。由于效率高,人工成本低,同时省去了大量夹具、粘合剂或者机械紧固件等的使用,因此超声波焊接是一种非常经济的塑胶件装配方式;
3)强度高。超声波焊接几乎可以达到塑胶件本体强度的80%以上;
4)合理的塑胶件设计可以使得超声波焊接达到防水效果;
5)表面质量好,焊点美观,可以实现无缝焊接;
6)工序简洁,操作简单,可以实现自动化焊接;
7)品质稳定,产品质量稳定可靠,适宜大批量生产;
8)超声波焊接过程清洁、稳定、可靠,而且能量消耗低。
1.3.3超声波焊接的局限性
虽然超声波焊接有众多的优点,但超声波焊接也有一定的局限性,在选择超声波焊接工艺之前及进行超声波焊接塑胶件零件设计时,必须清楚了解超声波焊接的局限性,并通过合理的零件设计来避免超声波焊接缺陷的产生及提高焊接的质量。
1)材料的限制性。超声波焊接并不能够焊接所有的塑料,这是超声波焊接最大的局限性。有的塑料焊接性能好,有的塑料焊接性能差,而且超声波焊接一般仅适合于一种或者相似塑料之间的焊接。如果两个塑胶件材料不同,多数时候超声波焊接无能为力。因此,一旦选定超声波焊接工艺,就不能轻易更改零件材料。
2)不可拆卸性。超声波焊接是不可拆卸性连接,无法进行返工。一旦两个零件经过超声波焊接装配成一体,之后如果发现产品存在质量问题,零件无法进行返工。
3)零件大小和形状的限制。中小型的塑胶件适合超声波焊接,尺寸一般小于250mmx300 mm,较大的零件可能需要多个焊接工序,焊接效果可能不理想。超声波焊接一般适用于形状比较单一的塑胶件,对于形状复杂的塑胶件,焊接质量可能较低。
4)零件结构强度的限制。超声波的能量很大,在焊接过程中有可能造成塑胶件本身因为强度不够而发生损坏,同时也可能造成产品内部其他零部件的损坏。因此,在进行产品设计时,应尽可能增加塑胶件的强度和产品内部其他零部件的强度,或者将零部件远离焊接区域,尽量把强度不高的其他零部件安排在超声波焊接工序之后再进行装配。
5)对超声波焊接操作人员要求高。目前超声波焊接质量对超声波焊接机的调机技术,以及对操作者的细心程度都有很大的依赖性。很多产品在前几次超声波焊接时会出现焊接不够牢固或者焊接表面过度熔化等质量问题,此往往让人误以为超声波焊接的质量就只能达到这一步,但其实绝大多数的质量问题可以通过焊接参数调整而得到解决,不过这需要依赖调机技术以及操作者的细心程度。最有效的方法是请超声波设备供应商专业人员提供帮助。
6)超声波对于人的听力有伤害,应准备好劳保用品。
2.连接器超声波焊接结构设计要点
目前影响超声波焊接结构焊接质量的因素主要有焊接壳体的材料、导熔线的设计、超声波焊接壳体结构设计及超声波焊接设备等因素影响,下面分别对上述因素进行展开分析。
2.1塑料材料的选择
2.1.1塑料特性
塑料分为热固性塑料和热塑性塑料。
热固性塑料可塑但不可逆。第一次加热时可熔化流动,加热到一定温度,产生化学反应,交联固化变硬而形成固体;但这种变化是不可逆的,当重新受热加压时,热固性塑料不能再次熔化。因此,超声波焊接不能焊接热固性塑料。
热塑性塑料可塑又可逆,当第一加热形成固体后,其内部结构仅经历形态的变化,是可逆的;重新加热和加压时,能够重新熔化并再次形成固体。超声波焊接能够焊接大部分的热塑性塑料。
热塑性塑料又分为无定形塑料和半结晶塑料。由于二者的分子结构和排布不同,二者的超声波焊接性能又有所差别。无定形塑料的分子结构呈随机分布,没有一个明确的熔点Tm,其在一个很广泛的温度范围内逐步软化、熔化和流动;而不是一旦加热到某个温度就立即从固体熔化,然后又立即固化。无定形塑料的这种特性非常易于传导超声波振动能力,能够在较大的压力和振幅范围内进行超声波焊接。半结晶塑料的分子结构在局部呈规律性分布,有一个明确的熔点Tm。在温度达到熔点之前,半结晶塑料始终保持着固态;当温度达到熔点后,整个分子链立刻开始运动,并立即固化。无定形塑料和半结晶塑料的熔化过程区别如图4所示。
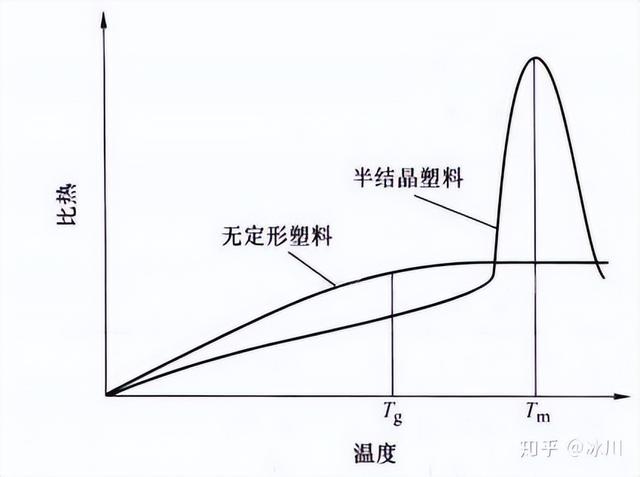
图4无定形塑料和半结晶塑料的熔化过程
半结晶塑料呈规律性分布的分子结构类似于弹簧,非常容易吸收髙频的超声波振动能量,使得能量很难从焊头传递到焊接界面,必须有足够大的超声波能量才能使半结晶塑料熔化。因此,相对于无定形塑料,半结晶塑料比较难焊接。为了使半结晶塑料获得较高的焊接质量,往往需要考虑更多的因素,例如较髙的振幅、合适的焊接界面设计、焊头的接触、焊接的距离以及焊接夹具等。
在选择超声波焊接壳体材料时,能优选无定形塑料就优选,如ABS、PPO等;不同种材质之间有的能更好地焊接,有的基本能相熔,有的不相熔,焊接时应优选同种材料进行超声波焊接。同种材料之间熔点是相同的,从原理讲是可以焊接的,但是当要焊接的工件的熔点大于350℃时,就不在适用超声熔接,因为超声是瞬间使工件分子熔化,判断依据是在3秒之内,不能良好熔接,应选择其他焊接工艺,如热板焊接等。常见的无定形塑料、半结晶塑料及焊接兼容性如图5所示:
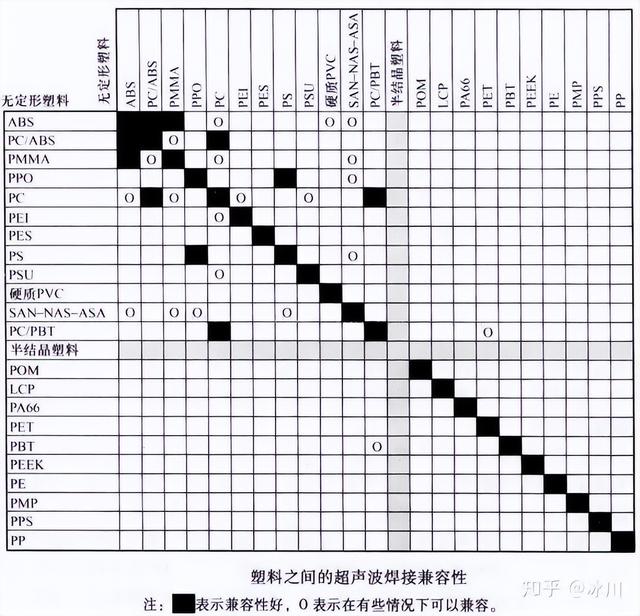
图5塑料之间超声波焊接兼容性
2.1.2其他要素
在超声波焊接时,还需要考虑其他一些因素,这些因素包括注射过程的影响、吸水性、脱模剂、润滑剂、塑化剂、添加剂、阻燃剂、回料、色料及塑料等级等。
(1)塑料的吸水性:
塑料的吸水性是超声波焊接性能的重要影响因素。如果塑料含有过多的水分,在超声波焊接过程中,当温度达到水的沸点时,塑料中的水分蒸发和气化,焊接界面呈泡沫状,使得超声波焊接强度低,同时很难获得密封性能以及高质量的外观;另外,过多的水分还会造成焊接时间的延长,焊接成本增加,如下图所示:
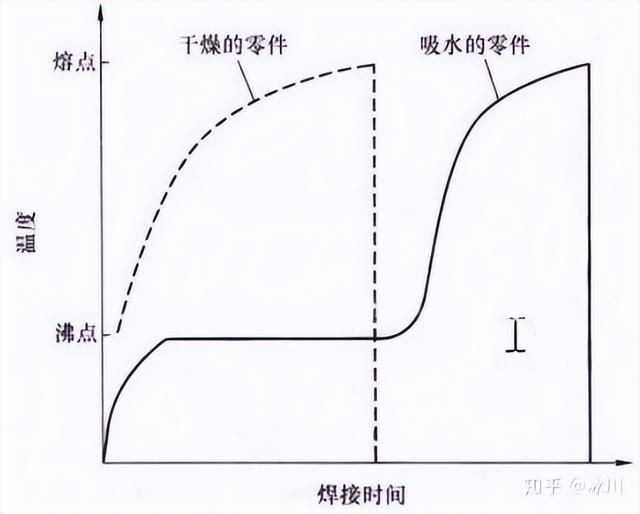
图6塑料吸水性对焊接时间的影响
具有吸水性的塑胶件应该在注射完成后马上进行超声波焊接。如果不能马上进行焊接,应该以装有干燥剂的PE袋进行密封包装;没有密封包装的吸水塑胶件,在焊接之前应该进行烘干。
(2)脱模剂:
脱模剂经常直接喷洒在模具型腔内,通过减少塑胶件与型腔摩擦力的方式,帮助塑胶件从型腔中脱出。不幸的是,在超声波焊接时,脱模剂也会减小焊接界面上两塑胶件的表面摩擦力,而超声波焊接工艺正是依靠表面摩擦产生热的,脱模剂会降低超声波焊接性能。另外,脱模剂中的化学物质也会影响理想焊接强度的获得。因此,对于需要进行超声波焊接的塑胶件,必须在注射过程中避免使用脱模剂。如果不得不使用脱模剂,则在焊接前必须清洗塑胶件,不过只有一些脱模剂能够清洗干净。推荐使用干性脱模剂,其对超声波焊接性能影响最小,甚至不必在焊接进行前清洗。尽量避免使用硅、氟、硬脂酸锌和硬脂酸铝等类型的脱模剂。
(3)润滑剂:
润滑剂例如蜡、硬脂酸锌、硬脂酸铝、硬脂酸和脂肪酸等被加入到塑料中用于提高流动性和增加注射性能。但是,在超声波焊接时,润滑剂会减小焊接界面的摩擦系数,从而影响塑料的超声波焊接性能。(4)填充剂:
为了提高塑料的力学性能,塑料中会加入填充剂,常用的填充剂有玻璃纤维、碳纤维、滑石粉以及碳酸钙等。玻璃纤维添加到塑料中用于提高塑料的机械强度和尺寸稳定性。普通的矿物质填充剂,如玻璃纤维和滑石粉,会提高塑料传导振动的能力,提髙塑料的超声波焊接性能,特別是对于半结晶塑料。一般来说,10%〜20%的玻璃纤维会显著提高塑料的超声波焊接性能。但是,比例过大会带来其他问题。例如,填充剂的比例若为30%,但在局部的焊接界面,真实的比例可能已经超过30%,使得在焊接界面没有足够的塑料熔化而获得理想的焊接质量。当填充剂比例超过40%时,很有可能在焊接界面不可焊接的材料比可焊接的材料还多,这就意味着超声波焊接性能会变得很差。
(5)回料:
由于塑料的可冋收性和为了降低零件材料成本,在塑料中常常会加入回料。超声波焊接允许在塑料中加入回料,因为回料本身是同一种塑料,但是,回料的比例不能过大,而且回料不能是已经降解的或者被污染的,否则会出现焊接质量问题。为了保证焊接的质量,连接器超声波焊接不允许使用回料。
(6)色素:
色素对塑料的超声波焊接性能影响较小,除非色素的比例过高。相比其他颜色,白色和黑色通常需要添加更多的色素,有可能带来一些焊接问题。同一种塑料的不同颜色可能需要不同的焊接参数,可以通过调机来获得。
(7)塑料等级:
塑料等级对塑料的超声波焊接性能具有很大的影响。同一种塑料的不同等级可能会有不同的熔点和不同的流动特性。
2.2导熔线的设计
超声波焊接时,两个塑胶件的初始接触面积必须足够小,以集中能量,同时减少塑料熔化和熔合所需的总体能量。导熔线顶端越尖越好,基本作用是将振动能量聚集在三角形的尖端,其后累积的热量在整个焊接界面形成均匀的塑料熔流。
导熔线的优点包括:
1)增加焊接的强度,减少虚焊。导熔线利于两个塑胶件的熔合,可提高焊接的强度。使用导熔线的超声波焊接如果发生虚焊,则两个塑胶件之间会出现断差,很容易发现虚焊的缺陷、继而避免虚焊的产生;而没有导熔线的超声波焊接如果发生了虚焊,则很难通过外观进行辨别。
2)减少溢料,提高外观。导熔线使得焊头与塑胶件的接触时间缩短,因此较少溢胶。另外,由于焊接区域变小,避免了材料堆积从而减少溢胶。通过合理的导熔线及焊接结构设计,超声波焊接可以具有高品质的外观。
3)缩短焊接时间。导熔线可减少塑料熔化和熔合所需的总体能量,继而缩短焊接时间,图7所示为无导熔线与有导熔线的焊接时间对比,使用导熔线的焊接塑料更早熔化和熔合成一体。同时,焊接时间的缩短有助于避免塑胶件长时间焊接而引起的过焊问题。
4)减少振幅。导熔线使得超声波焊接在满足焊接质量的前提下,需要较小的焊接能量,从而可以减小焊接振幅。
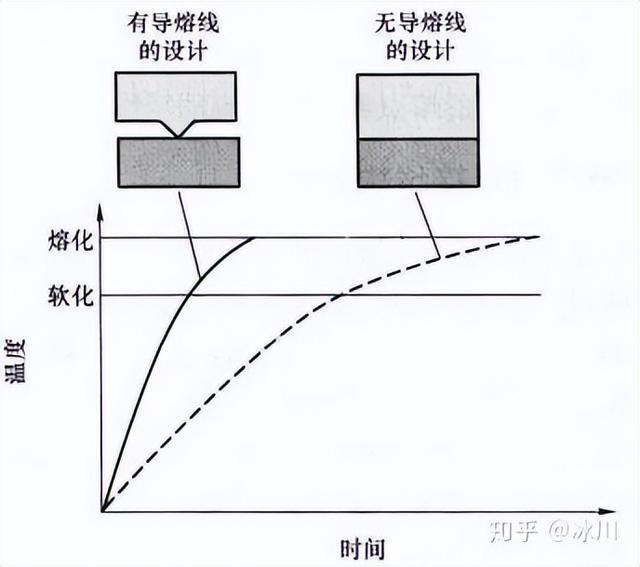
图7无导熔线与有导熔线的焊接时间对比
2.2.1导熔线的基本设计
正确的导熔线设计是提高超声波焊接强度和质量,缩短生产周期的关键。导熔线必须具备的条件是最初的接触面积不可太大。相对于无定形塑料,半结晶塑料要求导熔线的角度更尖,这是因为半结晶塑料本身并不太利于超声波焊接能量的传导。一般来说,无定形塑料的导熔线顶端角度为90°,半结晶塑料的导熔线顶端角度为60°,如图8所示。
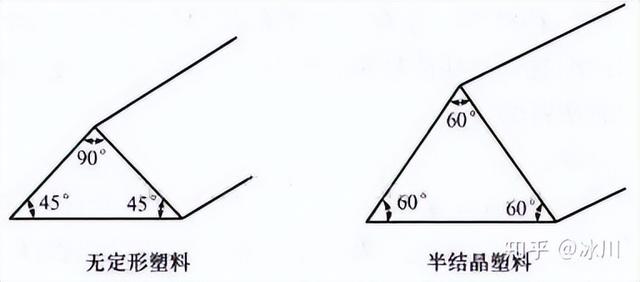
图8无定形塑料和半结晶塑料的导熔线设计
此外导熔线顶端角度常用的还有45°和120°,一般来说导熔线顶端角度在30°-120°之间为宜。导熔线可设计在任意一个焊接零件上,推荐把导熔线设计在与焊头接触的塑胶件上。错误的导熔线设计不利于两个塑胶件之间的超声波焊接,如图9所示。
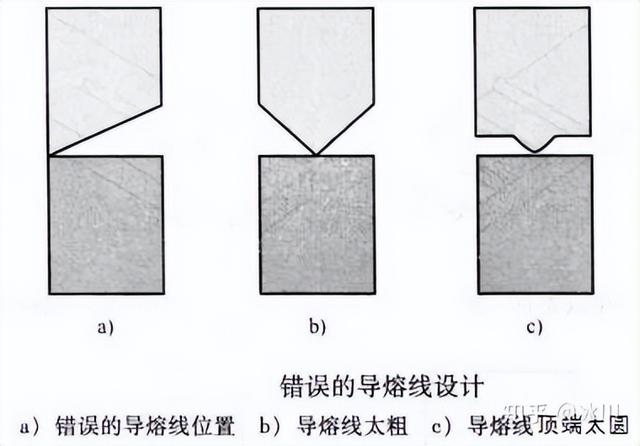
图9错误导熔线示例
2.2.2十字交叉型导熔线
十字交叉型导熔线是指在两个焊接塑胶件上均设置互相垂直交叉的导熔线,以在焊接时提供最小的初始接触面积,同时使得两个零件上的更多的塑料能够熔合为一体,如图10所示。十字交叉型焊接能够提高超声波焊接强度,缩短焊接时间和减小焊接功率,但容易产生断差和溢胶。两个塑胶件上的导熔线尺寸均应当为常规尺寸的60%,导熔线顶端角度为60°。当产品有水密和气密的要求时,可将与焊头接触的导熔线连续排列,呈锯齿形状,导熔线之间没有间隙,如图11所示.
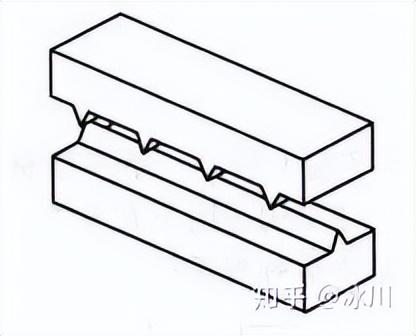
图10十字交叉型导熔线
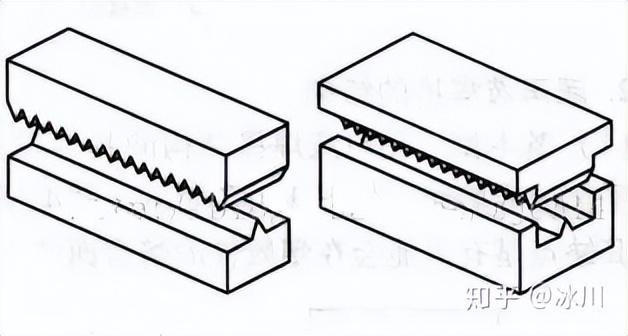
图11十字交叉锯齿型导熔线
这种设计的缺点是超声波焊接为熔合更多塑料,很有可能造成溢料,影响产品表面外观质量,因此这种设计适用于沟槽型或阶梯型超声波焊接结构中以隐藏溢料。连接器导熔线设计不建议采用此种导熔线设计,溢料不可控。
2.2.3导熔线垂直于壁
导熔线垂直于壁,可以用于提高焊接的抗剥离力以及减少溢胶。这种设计适用于非密封要求的产品中。如图12所示:
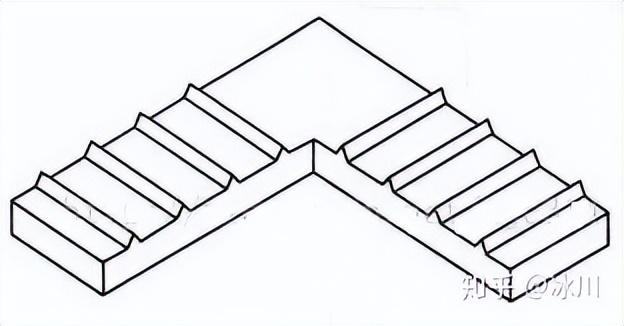
图12导熔线垂直于壁
2.2.4间断的导熔线
导熔线是不连续、间断的,可用于减小焊接能量的设计,这种设计会降低焊接强度,适用于非密封要求的产品中。具体如图13所示:
图13间断的导熔线
2.2.5凿子型导熔线
当塑胶件尺寸小于1mm时,常规的导熔线可能会较小,造成焊接强度不够,可使用凿子型导熔线,如图14所示。凿子型导熔线的高度为0.38-0.50mm,角度为45°;凿子型导熔线位于台阶的内侧,可确保焊接时不会脱离狭小的焊接界面,另外还可以使得塑料熔料远离产品开口区域,但此焊线结构易导致向产品内侧溢料。
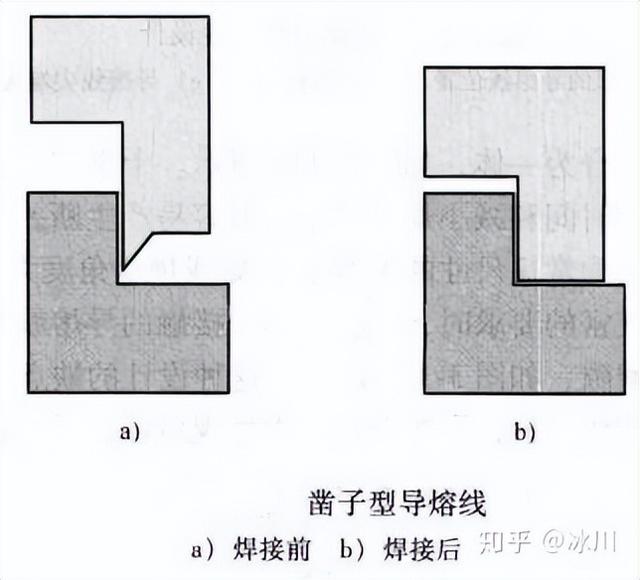
图14凿子型导熔线
2.2.6沟槽型导熔线
沟槽型焊接采用间距式移位焊接,设计时凹凸面保持一定的间隙和斜度,适用于要求完全密封的焊件。同时,沟槽式焊接界面提供自定位功能。适当的增加两个塑胶件非焊接界面的间隙可以防止溢胶的产生,如图15所示
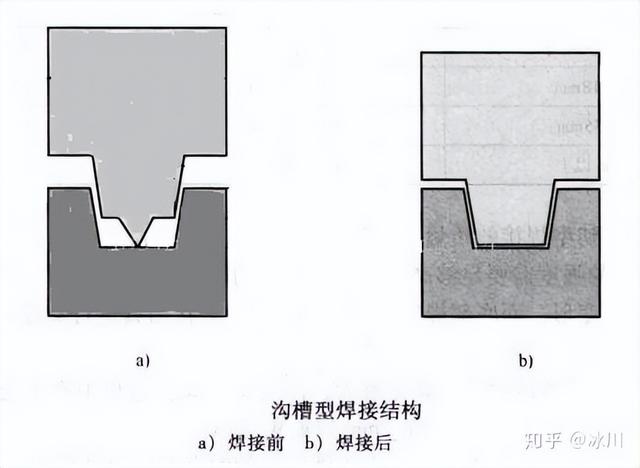
图15沟槽型焊接结构
2.3超声波焊接设备的选择
影响超声波焊接质量除了上述材料、导熔线结构等设计因素外,超声波焊接设备也严重影响焊接质量。超声波焊接设备根据不同的分类标注有不同种类,按频率分有15K、20K、30K等超声波焊接机;按功率分有1500W、4000W等超声波焊接机。不同种类超声波焊接机并没有品质的好坏之分,只是适用的产品场合不一样。对于连接器超声波焊接而言,以超声波焊接设备频率来简单介绍下各自的优劣点。
超声波焊接机以频率分类时,常见的频率有15KHZ、20HKZ和30KHZ超声波焊接机,超声波频率越高,焊接精度越好,但相对功率越小,振幅也越小。对连接器超声波焊接来说,上述3种规格的超声波焊接机基本可以满足所有的焊接。
超声波频率低就会产生噪音,当频率低于20KHZ时,超声波焊接时噪音变得很大。对焊接精度要求越高、塑料件相对小的塑料产品,频率越高越好。20KHZ及更高频率的超声波焊接机适合精密型、超薄型、非常脆弱的塑胶部件;15KHZ超声波焊接机功率更容易做大,振幅也比较大,适合于较大型的,难焊接的,比较粗犷的塑胶产品。一般而言,不同频率的焊接机,其换能器及焊头尺寸是不一致的,焊接频率越大,其换能器及焊头尺寸越小。
选择设备时要注意,连接器塑料壳体尺寸基本都很小,内部焊接要求很精密,建议优先选择20KHZ以上的高频率的超声波焊接机,行程精度最好能控制在±0.02mm以内,其他焊接参数可以精密微调的超声波焊接机。
同一设备,不同的焊接参数,导致不同的焊接质量,设备的焊接参数设置,对于产品焊接质量的影响是非常重要的。超声波设备中,影响焊接质量的工艺参数主要是振幅、焊接时间、焊接压力等。
振幅的影响:振幅是塑料在超声波焊接时首要选择的工艺参数,材料在特定的超声波焊接下都有适宜的振幅范围。
焊接时间的影响:良好的焊接质量,必须选择适当的焊接时间,过长或者过短的焊接时间都会造成焊接接头强度的下降;焊接时间不受材料的厚度影响,薄膜的超声波焊接同样存在较优的焊接时间。
焊接压力的影响:其他因素确定的情况下,一定范围内的压力能取得较优的焊接时间。焊接压力对焊接熔融区的厚度和取向程度有较大的影响,焊接压力增加,熔融层厚度减小,焊接接头的取向程度增加,宏观表现为焊接压力增加,接头沿取向方向的剪切程度增加,垂直于取向方向的弯曲强度降低。
焊头下降速度的影响:一定条件下,焊头下降速度越快,达到的焊接接头强度越高。在超声波焊接过程中,高的下降速度能够得到高的接触压力,有利于焊接界面紧密的接触和分析充分的扩散。
保压时间和保压压力的影响:超声波停止后,为了使焊接试样相互紧贴固化,从而使两工件能够很好的焊接在一起,需要在一定的时间内保持一定的压力,所需时间和压力就是保压时间和保压压力。保压时间和保压压力对焊接接头强度的影响是正面的,但相对于其他工艺参数,保压时间和保压压力对焊接接头强度的影响很小。
上述焊接设备的工艺参数并没有具体的参考范围,不同材料不同结构对应不同的工艺参数,需要根据不同产品来调整焊接工艺参数,然后固化。
相关参考
...度变化.配以完善的机械装置来达到完美焊接.弥补超声波焊接机对焊接大型及特殊塑料工件的不足.主要适用于PP、PE等热塑性材料及焊口面积尺寸大而复杂的塑料工件焊接。例如:汽车水箱、油箱、碳罐、制动液罐、保险杆、仪表...
...度变化.配以完善的机械装置来达到完美焊接.弥补超声波焊接机对焊接大型及特殊塑料工件的不足.主要适用于PP、PE等热塑性材料及焊口面积尺寸大而复杂的塑料工件焊接。例如:汽车水箱、油箱、碳罐、制动液罐、保险杆、仪表...
...度变化.配以完善的机械装置来达到完美焊接.弥补超声波焊接机对焊接大型及特殊塑料工件的不足.主要适用于PP、PE等热塑性材料及焊口面积尺寸大而复杂的塑料工件焊接。例如:汽车水箱、油箱、碳罐、制动液罐、保险杆、仪表...
...动,使上下工件于极短时间内达到熔解结合之设计。01、超声波焊接原理:热塑性塑料在超声波振动作用下,由于表面分子间摩擦生热而使两块塑料熔接在一起的焊接方法。02、热板焊接主要通过一个由温度控制的加热板来焊接...
热熔热板塑料焊接机(珠海中山佛山灵科告诉你旋熔机是怎么运作和适用于哪些产品的焊接)
在焊接机领域中,除了超声波塑焊机、金属焊接机外,还有热板机、热焊机、旋熔机等,而旋熔机也就是旋转摩擦焊接机的简称,那它和其他类型的焊接机有什么不同呢?旋熔机是怎么运作的?它适用于哪些产品的焊接呢?其实...
热熔热板塑料焊接机(珠海中山佛山灵科告诉你旋熔机是怎么运作和适用于哪些产品的焊接)
在焊接机领域中,除了超声波塑焊机、金属焊接机外,还有热板机、热焊机、旋熔机等,而旋熔机也就是旋转摩擦焊接机的简称,那它和其他类型的焊接机有什么不同呢?旋熔机是怎么运作的?它适用于哪些产品的焊接呢?其实...
导语:热板焊接机主要运用于塑料产品的焊接,因此生产塑料制品并且需要焊接的工厂大都会购买热板焊接机,那么,为了让大家在购买热板焊接机产品时更加的方便,小编接下来向大家介绍几款热板焊接机产品吧。...
导语:热板焊接机主要运用于塑料产品的焊接,因此生产塑料制品并且需要焊接的工厂大都会购买热板焊接机,那么,为了让大家在购买热板焊接机产品时更加的方便,小编接下来向大家介绍几款热板焊接机产品吧。...
...械运动采用机械运动方式软化的的焊接技术:摩擦焊接、超声波焊接;3、电磁作用采用电磁效应作用软化的焊接技术:高频焊接、红外线焊接、激光焊接;以上三种软化方
...械运动采用机械运动方式软化的的焊接技术:摩擦焊接、超声波焊接;3、电磁作用采用电磁效应作用软化的焊接技术:高频焊接、红外线焊接、激光焊接;以上三种软化方