旋转多冲压片机(机床大讲堂第18讲——汽车冲压线上下料机器人选型原则与方法)
Posted
篇首语:看书和学习是思想的经常营养,是思想的无穷发展。本文由小常识网(cha138.com)小编为大家整理,主要介绍了旋转多冲压片机(机床大讲堂第18讲——汽车冲压线上下料机器人选型原则与方法)相关的知识,希望对你有一定的参考价值。
旋转多冲压片机(机床大讲堂第18讲——汽车冲压线上下料机器人选型原则与方法)
《制造技术与机床》杂志创刊于1951年,是我国机械工业科技期刊中创刊早、发行量大、影响面广的刊物之一,拥有广泛、专业的读者群体。本刊属中文核心期刊,中国科技论文统计用刊和《中国学术期刊文摘》摘录用期刊。
汽车冲压线上下料机器人选型原则与方法
汽车行业的迅猛发展对其产品的更新换代及自动化和柔性化程度提出很高的要求。汽车大部分覆盖件及一些承重和支撑件均为冲压件,因此冲压生产线成为汽车企业中最核心的生产线。自上世纪以来,机械手冲压线一直作为汽车大型冲压设备的主要形式,而随着消费者对轿车的品味日益多元化,汽车冲压生产线逐渐向小批量、多品种转型。
作为一项规模效益递增型的产业,汽车冲压线的选择应立足长远。汽车冲压是一个复杂而昂贵的过程,开发周期又较长,如何能既获得效益又不造成产能浪费,以应对多变的市场需求,值得思考和研究。
我国汽车工业生产集中度低,机器人自动化送料方式具有很好的柔性,既可以降低综合制造和工艺设备投资成本,还可以最大程度的利用产能、缩短开发周期;既适宜汽车新线建设,又适合老线改造,越来越受到企业的认可和关注。实现汽车覆盖件柔性冲压的最典型的柔性设备便是6自由度工业机器人。而配备有“旋转/直线7轴”技术的汽车机器人自动化冲压线,具有很强的智能性和兼容性,可进行高柔性、高节拍的混流生产,生产效率很高,某些性能甚至与昂贵的机械手冲压生产线相当。
目前,国际品牌的冲压机器人整机价格越来越低,冲压的专业性却越来越强,在我国汽车市场得以广泛应用。国际机器人生产企业提供从生产线布置、物流管理到机器人选型一系列服务的交钥匙工程,实际上已成为一种垄断性技术服务,为汽车企业增添了较大的附加成本和技术依赖。
鉴于我国汽车行业现状,在很长一段时间内,机器人冲压技术在汽车制造企业还将被继续且更加广泛地应用,因此,为扭转机器人核心技术缺失和利润外流的不利局面,必须在整线选型方案和机器人上下料成套技术方面取得突破,打破国际机器人生产企业在冲压领域的技术垄断,以从根本上改变国内汽车厂依赖外商提供冲压机器人及其上下料集成技术与全套选型服务的局面。
为此,本文将在对冲压机器人上下料特点及其先进辅助技术分析基础之上,提出针对汽车车身覆盖件的冲压线机器人的选型原则,继而形成较为具体、全面的机器人选型方法,并给出一实例,为冲压线制造商或用户开展相关机器人选型提供参考。
1 汽车冲压线机器人选型原则
全面、深入理解柔性冲压技术内涵及掌握包括冲压辅助设备在内的机器人整线搭配方法是进行冲压线机器人选型的重要前提。随着冲压机器人性能的不断提升及其辅助设备的开发,机器人自动化输送设备的生产效率及柔性的提升不再仅限于作为通用设备的冲压机器人本身,而越来越多地体现在柔性辅助设备的配置及先进的冲压协调方法等技术上。
如图1所示为由压力机、冲压专用机器人、柔性端拾器、视觉自动识别系统和智能协调系统组成的机器人柔性冲压自动化新型线,其自动化程度高且布局紧凑,已成为汽车生产企业实现高品质、高效率、多品种生产的新模式。

冲压机器人作为冲压线的关键设备之一,其性能指标主要包括:机器人最大承重、最大运动半径、手臂最大拾取高度、定位精度、重复定位精度、惯性、稳定性以及易维护性。此外,机器人辅助柔性技术在很好地增强机器人冲压专业性的同时,也在很大程度上影响着整线生产节拍及成本的高低,其主要包括视觉自动识别、冲压同步协调、柔性7轴、运动轨迹虚拟仿真、机器人干涉校验、网络集成控制等技术。
根据冲压机器人及其辅助技术特点,并结合生产线实际情况,提出如下冲压线机器人选型总体原则:(1)根据生产线结构与冲压工艺,初步确定所需机器人的工位与装机总量。(2)根据汽车覆盖件的重量及外形尺寸,估计端拾器的最大重量以初步确定机器人的最小载荷限制。(3)根据工件的传送方式、冲压线生产节拍要求和成本预算,确定机器人性能参数和工作空间范围特点,选择机器人与端拾器的搭配方式。(4)根据工件的生产种类和机器人工位,确定端拾器总套数及最大高度。(5)根据生产线布局和压机工艺参数,确定机器人的水平最大臂展和安装位置。(6)根据压机内滑块、模具等垂直空间参数,确定机器人的实际最大臂展、上下料的最大干涉高度、机器人腰部、机器人底座的外形尺寸及高度。(7)根据冲压线机器人手腕承载与工具质心偏置,确定机器人的实际承载能力与选型要求是否相符,并在软件环境下进行机器人上下料干涉校验,确定机器人精确位置及其压机间运行轨迹。(8)根据自动化生产线结构和环境特点,选购或自行开发技术配套单元,配备相关外围设备,并进行生产编程调试。
2 汽车冲压线机器人选型方法
在进行机器人选型之前,需要对汽车冲压生产线基本工艺特点及需求有明确的认识,根据冲压线的有关特点制定符合自身实际情况的工件、压机、工艺等数据,而后根据需求按照一定的步骤逐步缩小工业机器人的可选范围及辅助设备的搭配方式。
本文面向一般汽车覆盖件冲压生产线开展汽车冲压机器人及辅助设备的选型,具体方法如下:
(1)根据冲压工艺确定购进机器人的总数N。
工序数n→压机台数n→压机间机器人数n-1→机器人总数N=(n-1)+3,其中,额外增加的3台机器人分别为拆垛机器人、首台压机上料机器人和尾台压机下料机器人。
当旧线改造时,若相邻压机间存在m台机器人,则N=(n-1)×m+3。
(2)根据最重工件质量G、端拾器质量D估算机器人最大承载P。
划定机器人选型范围时,一般按所抓取的最重工件与端拾器质量1∶1经验值估算,即D≈G,进而机器人载荷需满足P≥G+D≈2G,由此初步确定机器人承载规格。
(3)根据生产要求和成本预算确定机器人与端拾器的搭配方式与性能要求。
工件的传送方式影响机器人单臂传输的速度和稳定性,合理选择机器人与端拾器的搭配方式可在保证效率的前提下尽量节约成本。一般来讲,工作空间全面的机器人,便于自动更换端拾器,价格也随着承载能力的增高而加大;而某些特殊冲压机器人仅保留了前俯工作空间以提高刚度与速度,该类机器人与工作空间全面、承载一般的机器人价格相近,但冲压效率最高。
机器人配备标准端拾器进行板料搬运时,为避免工件的长边撞击压机支柱或碰触自身,需将工件旋转180°放入模具,一般适用于中小型线;而柔性七轴技术在机器人末端增加了一个旋转或移动自由度,能弥补机器人在搬运大中型件时的手臂长度、工作空间灵活度、速度和平稳性的不足,适用于大中型件的平行高效搬运,其中,直线7轴质量较重,需配备负载大的机器人,但板料的到位速度最快。
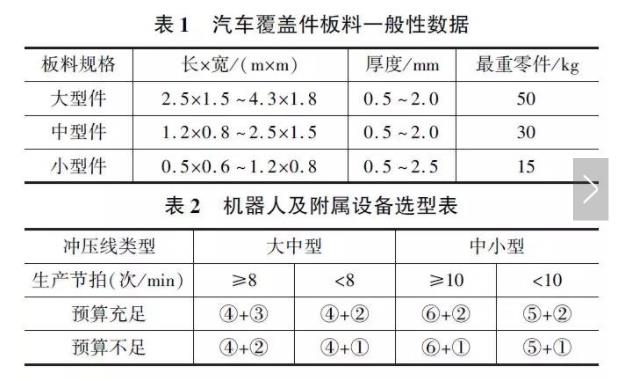
若以“①”代表“旋转180°+标准端拾器”,以“②”代表“旋转7轴+标准端拾器”,以“③”代表“直线7轴+标准端拾器”,以“④”表示“工作空间全面、承载大的机器人”,以“⑤”表示“工作空间全面、承载一般的机器人”,以“⑥”表示“仅有前俯工作空间的机器人”,用户可结合自身的实际情况,参照汽车覆盖件板料的一般性数据(见表1)划分冲压线类型,继而依据生产节拍要求和预算情况选择机器人及其附属设备的搭配方式(见表2),其中,大中型线以大型件的搬运需求来选,中小型线按小型件的搬运特点来选。
(4)根据工件种类和机器人工位确定配套端拾器数量及其最大高度与质量。
首台拆垛机器人所用端拾器为通用端拾器,适用于所有板料,一般只有1套,特殊情况下最多不超过3套(大、中、小);其余机器人所用端拾器因工序的不同而有较大差别。若一条生产线上加工M种不同大小、重量的汽车覆盖件,机器人总数为N,则需要(N-1)系列端拾器,每系列端拾器分为M套,即需要(N-1)×M套端拾器。进而确认所选端拾器的实际最大高度为Hdsq和最大实际重量Dmax。
(5)根据生产线结构布置估计机器人最大臂展及安装位置。
生产线压力机的布置分为并联和串联两种,压力机并联布置,机器人运动相对复杂,效率低。本文压机为串联直线排列(单机联线),冲压件单向流动,相邻压机在机器人两侧对称分布。
设工作台中心为A,板料此时在工作台的模具内,两压机连线的对称中心为B,机器人底座中心为C,工作台中心到压机立柱内侧距离为L,机器人到两压机中心线的垂距为Lr。并设相邻两压机中心距为a,板料尺寸(长×宽)为k×w,两压机立柱间距为z,机器人底座尺寸(前后×左右)为b×d,工作台中心端拾器辅助加长杆长为j。按普通、旋转7轴、直线7轴端拾器3种情况来求取机器人最大臂展的水平投影r,如图2。
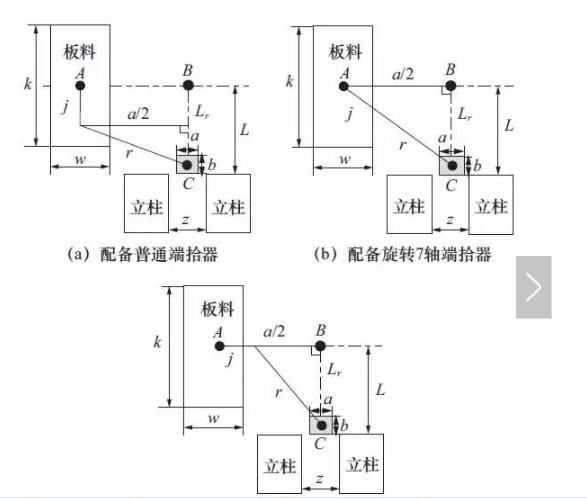
若压机立柱间距z小于机器人底座左右尺寸d,则机器人需要安放在立柱内侧或倒立安装;若压机立柱间距z远大于机器人底座左右尺寸d,则考虑为机器人加设导轨。
若配备普通标准端拾器,底座中心C离AB连线较近,以实现工件的180°旋转,则有

若配备旋转七轴端拾器,底座中心C离AB连线较远,以实现工件的平行移动,则有

类似的,若配备直线7轴端拾器,有

(6)根据压机内垂直空间结构估算机器人底座高度和端拾器干涉高度。
考虑到机器人轨迹的简化和整体节拍的优化,并为保证冲压频率的一致性与高效性,压机内所安装的下模具中心点高度均保持在一条水平线上。
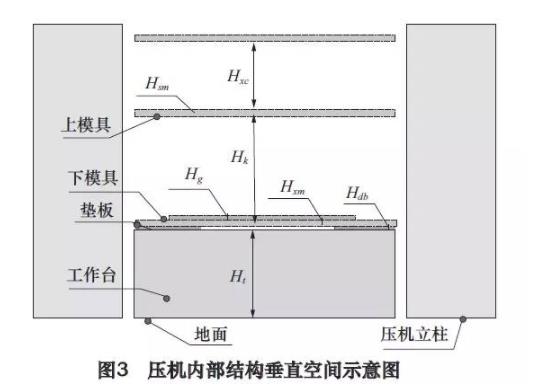
如图3所示,Ht为工作台距地面高度,Hdb为工作台垫板厚度,Hg为工件厚度,Hxc为滑块行程,Hk为压机的最大开模高度,Hsm为上模具高度,Hxm为下模具高度。
根据图3所示,可估算机器人底座安装高度Hdz为

根据机器人与滑块行程进行高度调整以适宜上下料。若预留模具间余量为Hmy,则机器人上下料的干涉高度Hgs为

为能让机器人顺利进入压机内取料、放料,设机器人手臂与上下模具间的余量为Hjy(包括安全距离、机器人手臂及手腕高度),则端拾器最大高度Hdsq须满足

(7)根据底座高度和干涉高度估算机器人腰部高度和最大臂长。
如图4所示为机器人取放料垂直空间示意图,其左侧为配备普通端拾器的机器人取放料垂直空间,右侧为配备柔性端拾器的机器人取放料垂直空间,设Hyb为机器人腰部高度,rm为最大臂长,j0为标准端拾器加长杆长度、j1为直线7轴端拾器平移长度、j2为柔性7轴端拾器加长杆长度,u×v(长×宽)为压机滑块底面尺寸。
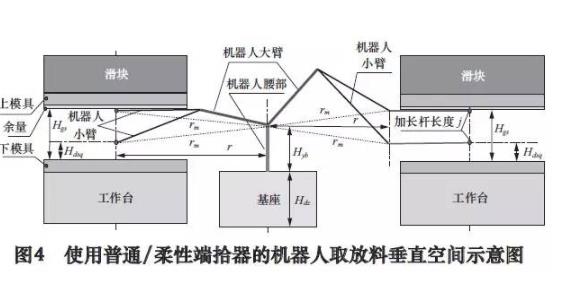
使用普通标准端拾器的机器人手臂须与板料中心线重合,参照图4,为减少手臂伸长幅度,机器人必须靠近两压机中心连线,机器人上下料的干涉余量Hgs应包括伸入压机的机器人手臂高度。若机器人底座高于最高上料位置,则会造成大臂与滑块的干涉,故机器人底座的安装高度应满足如下限制条件

而使用柔性端拾器的机器人手臂摆动与伸长范围都大为减小,且当直线7轴端拾器的平移轴长度j1超过v/2、旋转7轴的加长杆长度j2×cosθ>v/2(其中,θ为机器人手臂与加长杆连线与两压机对称线夹角)时,冲压机器人手臂可以完全在压机外完成上下料任务。因此,使用柔性端拾器的机器人腰部高度与机器人端拾器上下极限位置的平分线重合为宜,即应满足以下关系

进而冲压机器人手臂的实际伸长量应为

(8)根据最重工件质量G、最重端拾器实际质量Dmax、最重加长装置质量D\'、端拾器中心点离机器人法兰盘中心点处的偏差L来确定机器人最大载荷。
对照机器人参数图,查出工具质心距法兰盘中心L≥0时,机器人对应实际载荷PL,须满足

据此排除不符合载荷条件的机器人。
(9)根据所选机器人、端拾器和与压机的相对位置,进行干涉校验。
为保证冲压生产线顺利运行,利用机器人上下料干涉检测软件,仿真模拟实际压机、模具、工件、端拾器、机器人的运行工况,不断调整相互的位置,找到最优性能的机器人安装调试方案,并确认询价。
(10)确定压机、模具、机器人、端拾器位置后,选定生产线其他配套设备单元。
3 汽车冲压线机器人选型实例
以某企业生产汽车侧围板等大型件冲压线为例进行上下料机器人选型说明。该冲压线分4道工序成型,由1台25000kN大型闭式四点伺服压力机、3台10000kN的曲柄压力机直线串联排列组成,结构紧凑,传送方式为平移。
由压机数量为4台,可推算该线所需机器人总数N=6台,进而根据工位的不同,可分为1台拆垛机器人、1台首台压机上料机器人、1台尾台压机下料机器人和3台压机间传递机器人。在汽车冲压件中,侧围件属于最大、最重的工件,查阅相关数据知其质量可达27kg,以此质量作为本文侧围件质量,按与端拾器质量1∶1估算,机器人末端承载至少应达到54kg。
根据该生产线10次/min的生产节拍及压机的空间布局,按照表2可知最佳选项为直线7轴柔性端拾器搭配工作空间范围全、承载大的机器人。
机器人压机间上下料的位置布局如图5所示。由于生产线布局紧凑,因此无需为机器人增设导轨。
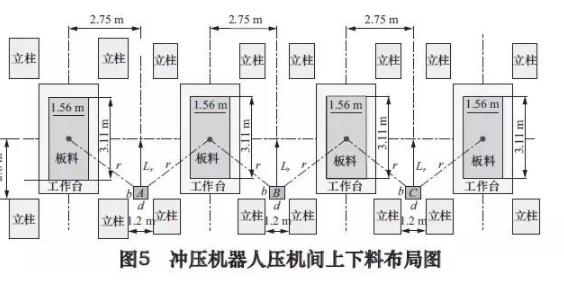
因侧围件传送方式为平移,故此机器人需保证板料的长边不能接触底座外沿,则有

式中:Ly为接触余量。
为避免压机立柱对机器人手臂转动的影响,机器人底座中心应在立柱内侧,则有

已知侧围件长度k为3.11m,立柱内侧距工作台中心连线L为2.6m,设接触余量Ly为0.4m,联立式(11)、式(12)可推算机器人底座前后尺寸b<>
压机滑块的底面尺寸与工作台尺寸相同,即长×宽为5m×2.6m,取其宽度的一半即为1.3m,加上压机滑块的外围螺栓等余量0.2m,即为机器人在水平方向上的干涉距离;若直线7轴端拾器的平移加长量j>1.5m,则机器人手臂可在压机外上下料,便于优化冲压轨迹,故取端拾器平移加长量j=1.6m。进而,由式(3)可知,机器人取、放料时的手臂伸长量在水平面内的投影距离r约为2.83m。安全计,取其为2.9m,即机器人手臂水平方向上的伸长量至少需为2.9m。
工件厚度Hgj、垫板厚度Hdb、机器人底座的安装高度Hjz、机器人上下料的最大干涉高度Hgs、干涉高度余量Hyg及端拾器最大高度Hdsq之间存在关系式如下
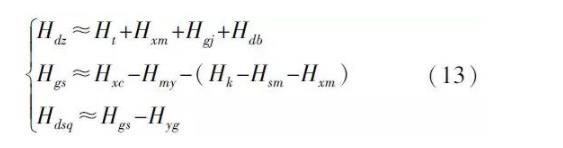
根据汽车侧围件板料数据及压机设备参数,并结合式(13),可推算伺服压机的机器人底座高度为1.45m,普通压机的机器人底座高度为1.35m;为保证所有压机间传送机器人高度在同一水平线上,给3台普通压机加设垫板厚度为0.5m;机器人基座的高度Hjz统一预设为1.45m;首台压机和其余3台压机的干涉高度均为1.1m,设干涉高度余量Hyg为0.3m,则取端拾器最大高度Hdsq为0.8m。
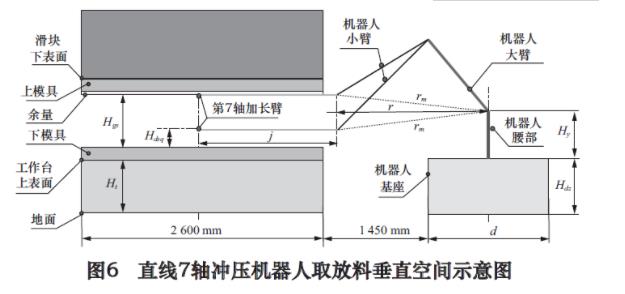
如图6所示为配备直线7轴柔性端拾器的冲压机器人取放料时的垂直工作空间示意图,由其可见,机器人腰部顶端设在机器人直线7轴端拾器上、下极限位置的平分线上为宜,即应满足以下关系

式中:Hyx为上模具下方余量。
此时,手臂的最大伸长量应满足

机器人底座的左右尺寸b应小于相邻压机的立柱间距z,即
b
根据相关数据,由式(14)、(15)和(16)可得Hyb≤0.9m,rm>3.04m,b<>
该线共生产9种大型件,由机器人总数可知所需端拾器的总数为46套,根据板件外形尺寸,初步估算最重端拾器为50kg,最大高度为0.7m。
综上计算与分析结果,提出该条大型汽车覆盖件生产线所需配备的机器人及其辅助设备性能参数如下:该线共需6台机器人,其中3台是压机间传送机器人,要求压机间传送机器人工作空间全面,末端搭配的直线7轴柔性端拾器,其辅助增加平移量至少为1.6m,机器人在极限偏载的情况下能承受的静载荷至少为76kg,机器人手臂最大伸长范围至少3.1m;其余3台机器人分别为拆垛、首台压机上料、尾台压机下料机器人,应具有较高的操作速度。
所有机器人均为地面安装,其腰部高度最好在0.85m以内,基座尺寸(前后×左右)约为1.25m×1.1m,机器人与工作台中心垂直距离为2.58m以内。整线所需端拾器共计46套,其中包括配备拆垛机器人的通用端拾器1套,其余端拾器45套共9个系列。端拾器高度限制在0.8m以内,端拾器最大质量限定在50kg以内。
若选用ABB公司产品构建产线,则压机间的物料传送可选择ABB IRB 7600-325/3.1型冲压专用机器人,而拆垛机器人、首台压机上料机器人、尾台压机下料机器人可选择ABB IRB 6660-130/3.1型号冲压专用机器人。
4 结语
本文面向具有一般性特征的汽车冲压生产线,根据汽车覆盖件冲压生产工艺要求,建立了柔性冲压线上下料机器人选型的总体原则,给出冲压线机器人及其附属设备选型或选购的具体方法和步骤,并结合某一汽车侧围板冲压线构建实例予以说明。该研究工作对汽车企业和冲压线制造商在工业机器人整线选型技术和设备单元的选购具有工程指导和实际借鉴意义。

如果对于本文,你还有不明白、不理解的地方,欢迎评论或私信,我将第一时间解答!
如果你是想往模具设计方向发展,可以加入我创建的千人模具设计社群一起学习、交流、探讨(无广告);私聊我回复“社群”,即可获得入群方式!私聊我回复“学习”,我会送你相关课程学习
相关参考
汽车玻璃驱水剂怎么去除([技术大讲堂]第4期:谈哈弗车型上的憎水玻璃)
车辆在雨天行驶中,车窗玻璃通常会受到雨水的浸袭,而雨刮的使用可以确保车辆前方和后方拥有清晰的视野,但侧窗玻璃上的雨水仍会影响驾驶者的行车视线,从而存在一定的安全隐患。为了解决这个问题,一些车辆便配备...
旅游知识大讲堂(武汉市民文旅大讲堂开讲,文明旅游线上问答挑战赛等你来战)
...。9月1日,由武汉市文化和旅游局主办的2022武汉市民文旅大讲堂,上线“文明旅游30问”线上问答挑战赛,引导市民游客文明健康出行。星级酒店无疑是城市文明的窗口,这个窗口如何擦亮?2022武汉市民文旅大讲堂第三期开讲,...
机床加错润滑油会怎样(机床知识大讲堂——机床润滑特点及使用技巧)
金属切削机床(简称机床)是量大面广、品种繁多的设备,其结构特点、加工精度、自动化程度、工况条件及使用环境条件有很大差异,对润滑系统和使用的润滑剂有不同的要求。一、机床润滑的特点及要求:1、机床中的主要零部...
从钢板变成汽车,主要历经4个步骤: 1,冲压—把钢板冲压成一个个的车身部件; 2,焊接—把冲压好的部件焊接在一起,形成一辆车的雏形; 3,喷涂—通俗地讲就是上油漆; 4,总装—把内饰、发动机、变速器...
从钢板变成汽车,主要历经4个步骤: 1,冲压—把钢板冲压成一个个的车身部件; 2,焊接—把冲压好的部件焊接在一起,形成一辆车的雏形; 3,喷涂—通俗地讲就是上油漆; 4,总装—把内饰、发动机、变速器...
旋转式压片机用来将各种颗粒物料压制成圆片及异形片。其结构为双压式有加料设备和套轮。转盘上可装多幅冲模,旋转一周即可压制药片。压片时转盘的速度、物料的充填、压片厚度均可调整,机上的机械缓冲设备可防止...
高速旋转式压片机用以将各种颗粒状原料压制成片状,除圆形片外还能压制各种几何形状的异形片、双层片、环形片及双面刻字片。转达盘上可装21付活络式部模,旋转一周即可压21片。压片时转盘的速度、物料的充填深度...
数控回转库(数控旋转机床卡盘第四轴3D数模图纸 x_t格式)
...中国社会科学网、工匠中国论坛组委会协办的“工匠中国大讲堂”大国工匠巡讲在中国社会科学院举行。全国劳动模范、全国五一劳动奖章获得者、全国道德模范、中华全国总工会副主席(兼)高凤林作了题为“工匠精神极致追...
机床输送机(精密传动界的扛把子,没有它很多精密设备都用不了)
...机械和精密机械上最常使用的传动元件,其主要功能是将旋转运动转换成线性运动,由于具有很小的摩擦阻力,滚珠丝杠被广泛应用于各种工业设备和精密仪器。1滚珠丝杠是由螺杆、螺母、钢球、预压片、反向器、防尘器组成...