旋转切边模具(江铃:汽车驱动桥桥壳本体切边工艺分析及模具设计)
Posted
篇首语:知识是抵御一切灾祸的盾牌。本文由小常识网(cha138.com)小编为大家整理,主要介绍了旋转切边模具(江铃:汽车驱动桥桥壳本体切边工艺分析及模具设计)相关的知识,希望对你有一定的参考价值。
旋转切边模具(江铃:汽车驱动桥桥壳本体切边工艺分析及模具设计)
0引言
汽车驱动桥桥壳本体的作用是支承并保护主 减速器、差速器和半轴等,还具有与前桥一起承受 汽车质量以及汽车行驶时承受驱动轮传来的各向 反力、弯矩和制动时的力矩,并通过悬架传给车架 等功能。为适应承受不同载荷下驱动轮的力矩,其 外形通常是从两端到中心呈变截面的异形体。
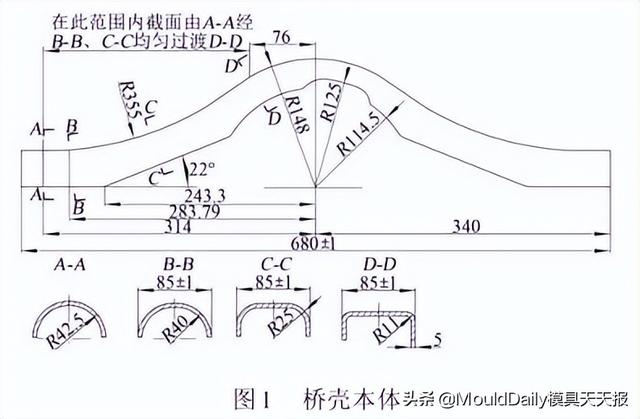
某车型后桥的桥壳本体采用厚度为5.0 mm的 大梁板成形,再通过上、下2件桥壳本体拼接对焊的 方式制作,其结构及主要尺寸如图1所示。零件外 形不规则,整体形状尺寸变幅较大,成形中工序件 不能准确定位,导致成形前坯料展开理论尺寸与实 际偏差较大,为保证零件成形尺寸,在成形后还要 进行切边处理。
1 切边工艺分析
从技术和焊接工艺等方面考虑,桥壳本体总成 两端需要环焊半轴套管和其他附件,最终靠此控制 整车轮距,环焊时要求零件间隙均匀,对零件总长 和半边长度要严格控制;而上、下板是通过拼接对 焊的方式加工,该部位的直线度、上下错边程度对 焊透率影响较大,对切边尺寸和质量要求高。由于零件截面圆弧直边与圆弧部位材料较少,若采用斜 楔式侧切边工艺,凹模刃壁太薄,模具零件强度不 足,而且斜楔式模具零件加工复杂,制作周期长且 成本较高。因此采用该工艺侧切存在风险并增加 投入,不适用于此零件成形。
通过对零件结构与关键特性进行分析,可以采 取先切一边总长后分切一边的方式,即切一边总 长、切另一边半边、再切另半边。各工序采取分步 的操作方式,先将零件两端切除,控制长度并获得 准确的定位基准,然后通过该基准分步进行两侧边 部的切边。切一边总长时,零件开口朝上,利用弧 形刃口进行垂直冲切;分切另一边时通过水平方向 弹性压紧、垂直方向直切的方式,即将零件翻转,水 平定位在定位块上,由上、下模在垂直方向进行冲 切。
(1)切一边总长工序采用外形定位,根据零件 底部两侧的过渡圆弧加工仿形定位块,上模两端通 过弹性压紧装置压紧零件,保证切一边总长时零件 不窜动。
(2)分切另一边时将零件翻转,长度方向定好 位置,并通过下托板托住零件,压紧装置压紧零件, 使零件内腔紧贴圆弧定位块,进行分切。
(3)零件完成一边的冲切后,将其翻转并放入 第2道工序切边定位,重复上述步骤完成整个零件 的冲裁。
2 模具结构设计
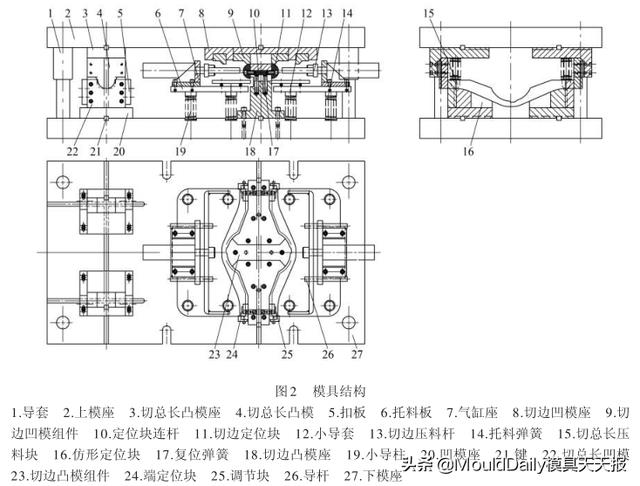
经过工艺分析,设计的桥壳本体切边模结构如 图2所示。
切边模为级进模,切一边总长、分切另一边半 边和再切另半边3个工位冲裁,其中分切边2个工 序为左右对称布置,零件分步成形。切一边总长工 位采用弧形刃口,零件开口朝上放置,利用底部过 渡圆弧定位。分切另一边2个工序刃口对称布置, 长度方向由端定位块定位,切边方向通过两端圆弧 内腔配合圆弧形状的切边定位块进行定位,分切边 工序两侧根据零件形状设置托料板,保持零件放置 处于所需要的高度,并由气缸活塞杆带动压紧装置 进行全程压料,保证零件切边达到要求,模具主要 特征如下。
(1)切总长凸模4通过直键和螺钉固定在切总 长凸模座3上,切总长凸模座3通过螺钉和键固定在上模座2底部,切总长长度通过键和刃口厚度调整;切总长凹模22及凹模座20依据相同原理固定于下模座27上。
(2)切总长工序中部设置仿形定位块16,固定于下模座27上,零件通过仿形定位块定位。
(3)切总长工序两侧的切总长凸模座3增设切总长压料块15,配合弹簧进行压料和卸料。
(4)切边工位两侧设置弹性托料板6,托料板6高度可调,零件水平放置于托料板上,并由压紧装置推向切边凸模组件23。
(5)切边凸模座18靠近切总长工序一侧加工凹型避空缺口,保证未切边零件底边不会与切边凸模座18干涉,使零件完好定位。
(6)切边工序两端设置定位装置,定位装置包含切边定位块11、端定位块24和调节块25,两侧的切边定位块11通过定位块连杆10相连,连杆底部埋设复位弹簧17,整个定位装置安装于切边凸模座18两端对应的方槽内,使零件在切边过程中连同定位装置能一起活动。
(7)两侧的托料板6上安装气缸座7和气缸,气缸活塞杆连接切边压料杆13,并通过气阀控制压紧装置对零件两端压紧和松开。
(8)整个托料板6及其附件通过托料弹簧14安装在切边凸模座18两侧,并通过小导柱19导向,零件在切边过程中能和托料板6一起运动。
(9)为减小冲裁力并降低冲裁过程的噪声,切边凸模组件23采用波浪形刃口,但切边凹模需与零件外形吻合。
3 设计要点
(1)切总长凸模4下端应与零件端部内腔圆弧 形状吻合,上端应比零件形状稍大,保证模具闭合 到位时能切断零件两端。
(2)切总长凹模22底部圆弧应与零件外形尺寸 相符,保证切总长后零件尺寸符合要求,刃口上端 设计适当的脱料斜度,便于零件脱模。
(3)切边工位两侧的托料板6高度调整合适,使 零件放置时其中心刚好与切边定位块11中心处于 同一高度。
(4)切边定位块11与定位块连杆10安装后,切 边定位块11上表面高于切边凸模组件23最高点 1.0~2.0 mm,保证零件放入时不与切边凸模组件23 干涉。
(5)切边定位块11上设计调节块25,通过调节 块25能调整零件切边量,使切边零件合桥管径在一 定范围内调整。
(6)切边定位装置和托料板要求垂直方向活动 顺畅,保证模具零件工作时,零件、切边定位块11以 及托料板6能随上模运行而运动。
4 结束语
经过实际生产证明,此成形工艺结合切边模的 应用,可保证成形零件各尺寸和使用性能均达到要 求。该成形工艺降低了侧切工艺和模具零件强度 不足等因素造成的风险,简化了模具结构,保证了 模具质量,降低了生产成本。切边模零件易于加 工,结构可靠,质量稳定,对类似零件的工艺及模具 设计提供了参考。
▍原文作者:刘德林
▍作者单位:江铃底盘股份有限公司
相关参考
浙江铸件切边机(冰箱真空吸塑成型模具设计--通过设计简介了解模具)
...计、抽气孔设计、加热和冷却系统设计、密封结构设计和切边装置设计等。二、前言冰箱内胆真空成型是冰箱生产制造的一个重要环节,内胆的成型质量、成品率、生产效率都直接影响冰箱的质量和成本。影响冰箱内胆成型的因...
...顶端不整齐。对于端部要求平齐、美观的零件就需要补充切边工序。以前,简单的切边加工方法(简单模具的飞边或在车床、旋压机上切边)达不到公差要求,工作效率低。而用加工精度较高的旋切模具可
橡胶模具切边槽怎么做(你真的买对表了吗?这些是业内人士也不会告诉你的秘密)
内容来源于站内达人hello__我是桃儿没有错,我就是传说中的标题党,emmmm,因为很久没写原创了,再加上我原本打算写的3.8送礼原创由于电脑的重装系统,已经灰飞烟灭了。手表的起源1、最早的表大概可以溯源于1364年意大利的...
一体化压铸大型油压切边机产品描述:1.采用立式四柱或者c型结构,加长四个立柱导向套,动模板加厚加强采用数控龙门铣落地镗铣加工,具有高精度、高强度,实现精准切边整型。2.采用油箱置顶式设计,外形美观,减少管路...
一体化压铸大型油压切边机产品描述:1.采用立式四柱或者c型结构,加长四个立柱导向套,动模板加厚加强采用数控龙门铣落地镗铣加工,具有高精度、高强度,实现精准切边整型。2.采用油箱置顶式设计,外形美观,减少管路...
花线又称石线,通常是指以天然花岗石、大理石为原材料,经过加工而成的,横截面由曲线和直线任意组合成一定的几何形状形成的直线条或曲线条制品,可单件或多件拼接成为建筑装饰用线条。石材花线制品的加工关键是花线...
...离子切割和激光切割。1、切割边缘裂纹的消除耐磨钢板切边裂纹现象类似于焊接时产生的氢裂现象。如果切边产生裂纹,将会在切割后48小时至几周内才显现。因此,切边裂纹是延迟裂纹。钢板的硬度及厚度越大,出现切边裂纹...
...离子切割和激光切割。1、切割边缘裂纹的消除耐磨钢板切边裂纹现象类似于焊接时产生的氢裂现象。如果切边产生裂纹,将会在切割后48小时至几周内才显现。因此,切边裂纹是延迟裂纹。钢板的硬度及厚度越大,出现切边裂纹...
模具在冲床上卡死咋办(旋切模结构很复杂,掌握这几步您也能画好它)
橫向切边模具的结构对于筒形拉深件来说,往往会涉及到修边,而修边则多采用橫向切边的方式。而如果要用模具來完成这种形式的的加工的话,在模具中就应将沖床的垂直运动转化为模具零件—刀口的水平运动,然后对工件进...
全自动化压铸单元的油压切边机运行节拍压铸单元是一个岛形结构的生产线,也称压铸岛,全自动化压铸单元具有如下特点:(1)高度集成化,目前业内较先进的全自动化压铸单元,基本集成了从铝水到铸件半成品的主要制造...