数控车床大托板怎么调(简易数控车大修)
Posted
篇首语:在学习上做一眼勤、手勤、脑勤,就可以成为有学问的人。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床大托板怎么调(简易数控车大修)相关的知识,希望对你有一定的参考价值。
数控车床大托板怎么调(简易数控车大修)
摘要:J1FCNCⅢ型数控车床是很早之前就引进使用的设备,该设备精度高,即使厂里已拥有大量的加工中心和车削中心,该车床在日常生产中仍发挥了重要的作用,为厂里生产任务做出了重要贡献。经过几十年的使用,该设备的几何精度和机械性能明显下降,已不能适应高精度零件的加工。为了恢复机床的各项精度和性能,对该机床进行了大修。对个导轨进行刮研,更换主轴轴承,修复润滑系统,一批J1FCNCⅢ型车床恢复了出厂加工精度并交付车间使用,为我厂节约了大量资金。
关键词:简易车 大修 精度
一、修理前的准备工作
1.1调整机床水平
大修机床就位后,先对其调整水平。用两水平仪纵横安放在机床横滑板上,校正机床使其在纵向、横向达到0.02/1000。
1.2对各项精度进行预检
检查结果如下:
主轴轴肩支撑面的跳动: 0.03mm 要求:0.02mm
主轴的轴向窜动: 0.02mm 要求:0.01mm
主轴定心轴颈的径向跳动 0.03mm 要求:0.01mm
主轴锥孔轴向的径向跳动:近端 0.02mm 要求:0.01mm
远端 0.04mm 要求:0.02mm
主轴轴线和尾座轴线的等高 0.08mm 要求:0.04mm(只允许尾座高)
Z轴和X轴的垂直度 -0.06mm 要求0.02mm(车端面只允许凹)
二、各导轨精度的修复
一般情况下床身采用磨削加工或精刨,这样可以提高生产效率并降低劳动强度,也可以采用人工刮削方法。现代式的机床导轨采用了“贴塑”工艺,替代了老式的“铸铁—铸铁导轨”。即采用粘结的方法,将氟塑料导轨软带固定在动导轨上,经过这样处理的导轨摩擦系数低,具有良好的防止爬行的性能,耐磨性高,能够自润滑,导轨则都是经过高频淬火的,所以摩擦主要发生在氟塑料上,维修时只需重新粘贴动导轨上的氟塑料,再配刮研即可。
2.1研点法
采用刮研法修整导轨的直线度误差时,大多采用研点法。刮研导轨时,导轨的直线度误差通常由平尺的精度来保证,同时对单位面积内研点的密度也有一定的要求,规定为每25mm×25mm内研点不少于10~20点(即每刮方内点子数)。
用研点法检测导轨的直线度,在平尺表面上涂上一层很薄的蓝粉,在被检导轨表面均匀涂上一层很薄的红粉,将平尺覆在被检导轨表面,用适当的压力作短距离的往复移动进行研点,然后取下平尺,观察被检导轨表面的研点分布情况及研点最疏处的密度。研点在导轨全长上均匀分布,则表示导轨的直线度误差已达到平尺的相应精度要求。
2.2刮研工艺
刮研精度时应注意各项精度之间的关系,合理的刮研顺序既能保证刮出的精度合格,又为维修者节省大量时间,节省资源。基于以上情况,制定刮研工艺,如图所示:
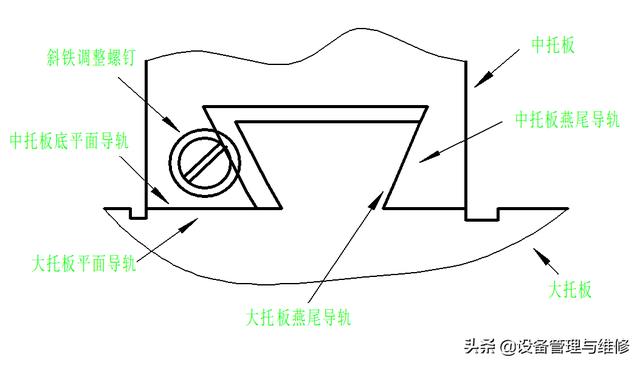
1.以平台为基准,刮中拖板底面平导轨,保证平行度达到0.01mm
2.以中托板底平面导轨为基准,合研大托板平面导轨,保证直线度达到0.02mm,两平轨扭曲达到0.02/1000mm。
3.以平尺为基准,刮大托板燕尾导轨的非斜铁面,因为斜铁面磨损的是斜铁的贴塑面,保证两燕尾的直线度达到0.02mm,平行度到达0.02mm/全长。
4.与大托板燕尾合研中托板非斜铁的燕尾面。再配刮另一燕尾面的斜铁,使刮900时方便检测。
5.大托板下导轨对床身导轨合研,保证导轨直线度达到0.02mm,以及纵横向垂直度小于900,以保证车出的端面为凹心,要求在0.02/300mm以内。
6.配刮其他斜铁。
三、主轴修理
主轴的轴向窜动,主轴径向跳动,主轴锥孔的径向跳动均严重超差,已到0.02~0.04mm左右,主轴轴承已严重磨损,不能适应高精度零件的加工。故需对主轴的精度进行修复。
3.1主轴的结构
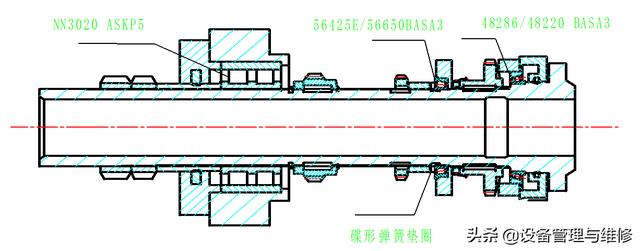
如图所示:主轴是由三个滚动轴承支撑,前轴承(48286/48220 BASA3)及中间轴承(56425/56650 BASA3)为单列圆锥滚子轴承,这样主轴在运转过程中刚性强,温升相对较低,因而减少变形。主轴径向跳动和轴向窜动精度,主轴的旋转精度和刚性就是依靠这两套轴承来保证的。后轴承(NN3020ASK P5)为双列向心圆柱滚子轴承,用以调整主轴后半部分由于运转过程中的温升变形。主要是保证主轴的轴线一致性,主轴远端300mm处跳动主要是依靠它的精度。此外,在中间轴承后,还有一碟形弹簧垫圈,用以补偿机床高低速运转产生的温升变形,保证了机床的运转精度。
3.2主轴的拆装
拆装主轴是个关键的环节,主轴的精度非常高,经不起任何损伤,绝对不允许直接敲击,拆卸主轴时,在主轴后端垫上木头,用大锤把主轴从后端往前敲出。
将主轴架到精密V形铁上检验轴承安装位的跳动,如果跳动超过0.01mm则需要镀硬铬或刷度处理,具体措施是先在外圆磨床上将轴承位磨掉0.05-0.1mm,再镀铬,镀层厚度要留磨削余量,镀完后再到外圆磨床上精磨轴承位,同时靠端面及磨锥孔,保证同心度和尺寸公差都在0.005mm左右。
主轴修理调整装配完以后,用同样的方法把主轴安装进去。在装配主轴时,要特别注意主轴和安装孔是否有毛刺或者碰伤,并把相关零件清洗干净。
3.3主轴轴承的更换
在装配主轴轴承时,必须正确操作,且不可随意敲击轴承,否则会损伤轴承,影响轴承精度。可以利用手锤和套筒安装,敲击要作用在套筒上。绝不允许在装轴承内圈时打外圈或在装外圈时打内圈,否则捶击力会通过滚动体与滚道传递给另一套圈,导致滚道和滚动体的损伤。
主轴装配完后,要对主轴前端径向跳动和轴向跳动、尾部的径向跳动进行检测。一般检测只注重主轴前端径向和轴向的精度,对于该机床来说,尾部的径向跳动同样重要,它关系到主轴轴线300mm处跳动的精度。并且用手转动主轴不允许有一松一紧现象,不能过紧。
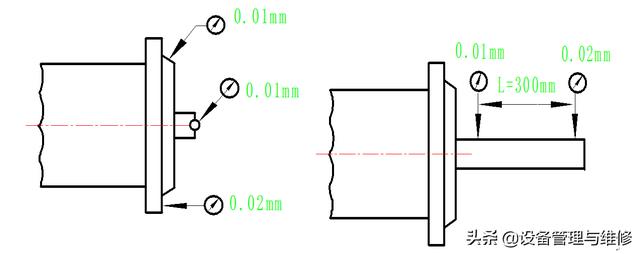
检测结果如下:
主轴轴肩支撑面的跳动 0.008mm
主轴的轴向窜动 0.006mm;
主轴定心轴颈的径向跳动 0.005mm
主轴锥孔轴线的径向跳动 近端 0.004mm
远端 0.01mm
四、丝杠的更换与调整
4.1 Z轴的结构
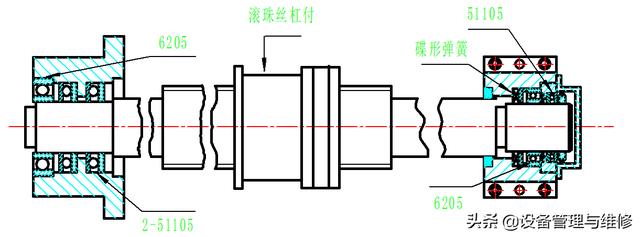
Z轴丝杠的结构如上图,滚珠丝杠是非常精密的,为了增加丝杠的传动刚度,在滚珠四方与螺母间预加180kg的负荷。另外,为了提高丝杠的轴向刚度,补偿丝杠温升产生的热胀冷缩,丝杠通过一组碟形弹簧对其施加了400kg的预拉伸负荷。
4.2 丝杠的更换与安装
由于长期磨损,丝杠产生的间隙非常大,已不能满足加工要求,故需更换丝杠以及轴承。
装丝杠轴承过程中要注意轴承的方向,推力球轴承有松紧环之分,无论什么情况,轴承松环始终应靠在静止件的端面上。
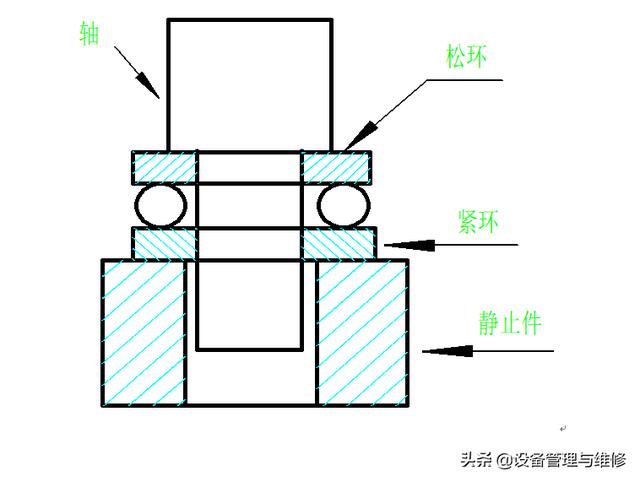
如上图所示为错误安装方法,紧环在静止件端面上,紧环与轴颈为过渡配合,轴转动时带动紧环转动,与静止件发生摩擦。在受轴向作用力Fx时,导致紧环与轴配合面加剧转动,加剧轴颈磨损。
4.3 丝杠的调整
安装完毕之后,需要对丝杠进行调整,主要是保证与导轨的平行,通过前后两背冒对丝杠的轴向窜动进行调整,在丝杠端头用黄油粘一颗滚珠,千分表压在滚珠上,测量丝杠的轴向窜动。调整到0.01mm以内。
五、尾座的修理
因为床头固定不动而尾座在加工时经常移动,所以在修理时尾座中心肯定比床头主轴中心低,所以在修理尾座与床头等高时一般有两种方法,其一是先修好尾座,根据测量结果降低床头箱的床身安装面。其二是不动床头,在尾座的安装面上垫适当厚度的铜皮,使尾座高于主轴,再刮研修理。
刮研尾座导轨。刮研时注意保证尾座中心要比主轴中心高0.02—0.04mm,因为在加工细长工件时工件存在自重低头。同时保证套筒伸缩时上母线(向上偏)抬头,侧母线向刀尖方向偏,一般0.03mm以内,尾座移动时锥孔中心线要求同上。
六、润滑系统的修复
正确的润滑对于保持机床的精度,延长机床使用寿命都十分重要。所以必须了解机床每一个润滑点的情况。疏通个润滑油路,保证能很好的起到润滑作用。
七、结论
经验收,该车床各项精度已达出厂要求,冷却与润滑系统均已修复,试件合格,满足加工工艺要求,现已交付车间使用。
相关参考
数控双头锯尺寸不准怎么调(实木桌子,椅子腿用什么样的数控榫头机)
...接受的家具应该算是实木桌椅了。实木桌椅不仅仅是造型简易,并且耐用。居家使用,饭店餐厅都有在普遍使用,多方面普遍使用不断刺激着实木桌椅的发展,今天华洲数控小郭就针对实木桌子,椅子腿的用什么样的数控榫头机...
数控机床维修基础(走近数控机床十四:数控机床维修之项修和大修)
...机床项修;而对整机所有精度都进行维修,则称之为机床大修。这样的维修都需要很专业的技术,机床使用厂家几乎都没有这样的维修能力。既然使用厂家都没有这个维修能力,那么又为什么要进行机床项修和大修呢?这是因为...
数控设备维护与维修(走近数控机床十四:数控机床维修之项修和大修)
...机床项修;而对整机所有精度都进行维修,则称之为机床大修。这样的维修都需要很专业的技术,机床使用厂家几乎都没有这样的维修能力。既然使用厂家都没有这个维修能力,那么又为什么要进行机床项修和大修呢?这是因为...
修数控机床为什么要做项修和大修呢?这是因为数控机床不能一直保持其高精度,永远不会改变!就像你保养的车有时会坏。一般来说,对于数控机床的某种精度或相关精度的维护,行业称为机床项目维护;整机的所有精度都被...
数控车床车外圆R(日本TU30数控车床切削运动总成大修及几何精度修复)
1日本TU30数控车床简介日本TU30数控车床是我厂曲轴车间完成曲轴端面切削、倒角及止推颈外圆尺寸加工的设备,其高刚性的四导轨床身、主轴直径为Φ150mm,主轴转速为高、低2组无级变速:6~2500r/min,采用双移门结构,主轴采用AC...
专业维修折弯机、剪板机等机床;1概述数控改造一般是指对普通机床某些部件做一定的改造,配上数控装置,从而使机床具有数控加工的能力。我国现有普通机床3百万台左右对这些设备的数控改造已成为国家的一项重要技术政...
数控机床的维修是一个很复杂的工作,也是一个非常专业的工作,对于机械部分的维修来说,绝大多数使用厂家都只能对数控机床的辅件或是附件等部分进行一些常规的维修,对于数控机床主机部分基本都是没有维修能力的,日...
五轴数控工具磨床维修、大修和改造到底是什么那?今天就这个问题给与解答。五轴数控工具磨床从2000年开始逐步地成为刀具制造厂、金属切削加工企业所追捧和购买的主要机床类型,到了2010年以后更是如日中天般的以翻...
建材砌块成型机(泉工股份策尼特940免托板制砖生产线入选福建省首台(套)认定名单)
泉工股份策尼特940免托板制砖生产线享有福建省工业和信息化厅2019年福建省首台(套)重大技术装备认定荣誉资质。重大技术装备是制造业的脊梁,具有新技术密集、系统成套复杂、附加值高、带动性大等特点,是衡量核心竞争力...
新型全自动砌块成型机(泉工股份策尼特940免托板制砖生产线入选福建省首台(套)认定名单)
泉工股份策尼特940免托板制砖生产线享有福建省工业和信息化厅2019年福建省首台(套)重大技术装备认定荣誉资质。重大技术装备是制造业的脊梁,具有新技术密集、系统成套复杂、附加值高、带动性大等特点,是衡量核心竞争力...