数控车床r代表什么意思(数控车床螺纹加工指令G32、G92、G76的详细用法,快快收藏吧)
Posted
篇首语:厌伴老儒烹瓠叶,强随举子踏槐花。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控车床r代表什么意思(数控车床螺纹加工指令G32、G92、G76的详细用法,快快收藏吧)相关的知识,希望对你有一定的参考价值。
数控车床r代表什么意思(数控车床螺纹加工指令G32、G92、G76的详细用法,快快收藏吧)
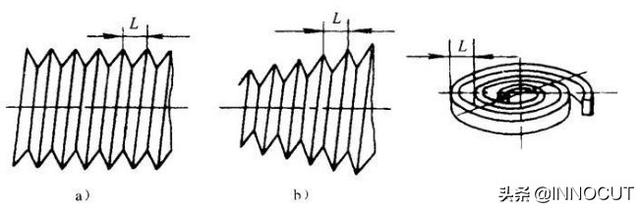
数控车床可以加工直螺纹、锥螺纹、端面螺纹,见图所示。加工方法上分为单行程螺纹切削、简单螺纹切削循环和螺纹切削复合循环。
(1)单行程螺纹切削G32
指令格式:G32 X(U)____Z(W)____F____
指令中的X(U)、Z(W)为螺纹终点坐标,F为螺纹导程。使用G32指令前需确定的参数如图a所示,各参数意义如下:
L:螺纹导程,当加工锥螺纹时,取X方向和Z方向中螺纹导程较大者;
α:锥螺纹锥角,如果α为零,则为直螺纹;
δ1、δ2:为切入量与切除量。一般δ1=2~5mm、δ2=(1/4~1/2)δ1。
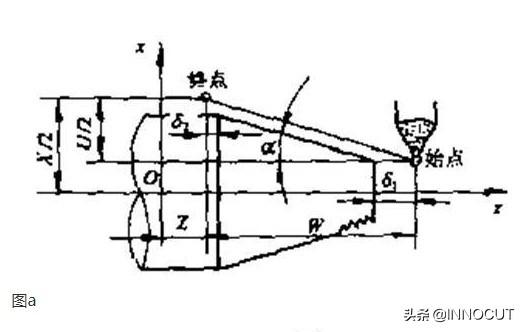
图a
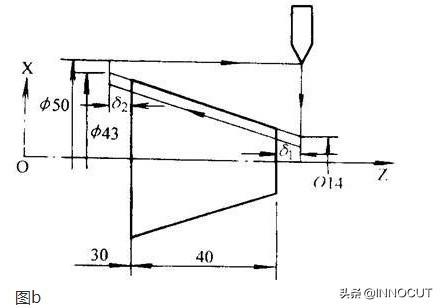
图b
螺纹加工实例:如图b所示,螺距L=3.5mm,螺纹高度=2mm,主轴转速N=514r/min,δ1=2mm、δ2=lmm,分两次车削,每次车削深度为lmm。加工程序为:
N0 G50 X50.0 Z70.0 设置工件原点在左端面
N2 S514 T0202 M08 M03 指定主轴转速514r/min、调螺纹车刀
N4 G00 Xl2.0 Z72.0; 快速走到螺纹车削始点(12.0,72.0)
N6 G32 X41.0 Z29.0 F3.5; 螺纹车削
N8 G00 X50.0; 沿X轴方向快速退回
N10 Z72.0; 沿Z轴方向快速退回
N12 X10.0; 快速走到第二次螺纹车削起始点
N14 G32 X39.0 Z29.0; 第二次螺纹车削
N16 G00 X50.0; 沿X轴方向快速退回
N18 G30 U0 W0 M09; 回参考点
N20 M30; 程序结束
(2)螺纹切削循环指令G92
螺纹切削循坏G92为简单螺纹循环,该指令可以切削锥螺纹和圆柱螺纹,其循环路线与前述的单一形状固定循环基本相同,只是F后续进给量改为螺距值。其指令格式为:
G92 X(U)____Z(W)____R____F____;
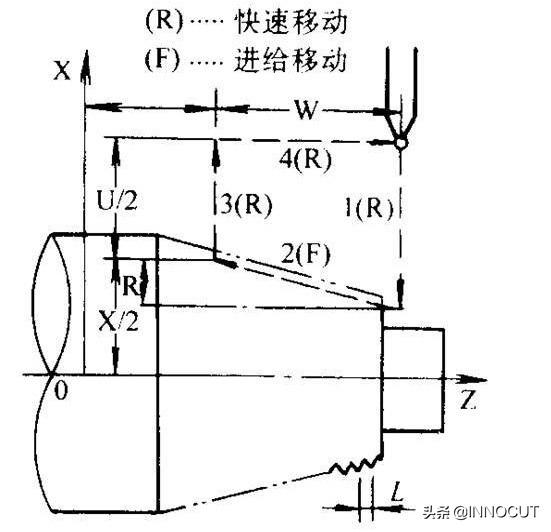
如图为螺纹切削循环图。刀具从循环起点A开始,按A→B→C→D→A路径进行自动循环。图中虚线表示刀具快速移动,实线表示按F指定的工作速度移动。X、Z为螺纹终点的(C点)的坐标值;U、W起点坐标到终点坐标的增量值;R为锥螺纹终点半径与起点半径的差值,R值正负判断方法与G90相同,圆柱螺纹R=0时,可以省略;F为螺距值。螺纹切削退刀角度为45°。
螺纹加工实例:加工如上图b所示的螺纹。程序为:
N0 G50 X50.0 Z70.0; 设置工件原点在左端面
N2 S514 T0202 M08 M03; 指定主轴转速514r/min、调螺纹车刀
N4 G00 X12.0 Z72.0; 快速走到螺纹车削始点(12.0,72.0)
N6 G92 X41.0 Z29.0 R29.0 F3.5; 螺纹车削
N8 X39
N10 G30 U20 W20 M09; 回参考点
N12 M30; 程序结束
(3)螺纹切削多次循环指令G76
G76螺纹切削多次循环指令较G32、G92指令简洁,在程序中只需指定一次有关参数,则螺纹加工过程自动进行。指令执行过程见下图所示,指令格式如下:
G76螺纹切削指令的格式需要同时用两条指令来定义,其格式为:
G76 P(m)(r)(a) Q____R____;
G76 X(U) Z(W) R(i) P(k) Q(Δd ) F(L);
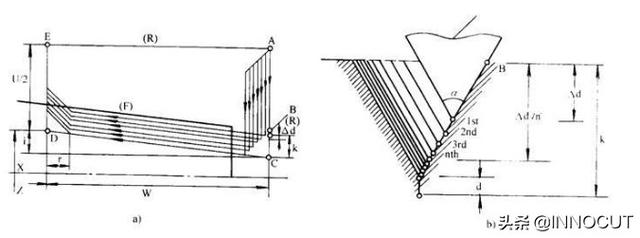
式中有关几何参数的意义如图所示,各参数的定义如下:
m:精车重复次数,从1-99,该参数为模态量。
r:螺纹尾端倒角值,该值的大小可设置在0.0L~9.9L之间,系数应为0.1的整数倍,用00~99之间的两位整数来表示,其中L为螺距。该参数为模态量。
a:刀具角度,可从80°、60°、55°、30°、29°和0°六个角度中选择,用两位整数来表示。该参数为模态量。
m、r和a用地址P同时指定,例如:m=2,r=1.2L,a=60°,表示为P021260。
Q:最小车削深度,用半径编程指定。车削过程中每次的车削深度为(Δd-Δd ),当计算深度小于这个极限值时,车削深度锁定在这个值。该参数为模态量。
R:精车余量,用半径编程指定。该参数为模态量,
X(U)、Z(W):螺纹终点坐标
i:螺纹锥度值,用半径编程指定。如果R=0则为直螺纹。
k:螺纹高度,用半径编程指定。
Δd:第一次车削深度,用半径编程指定。
L:螺距。
在上述两个指令中,Q、R、P地址后的数值应以无小数点形式表示。
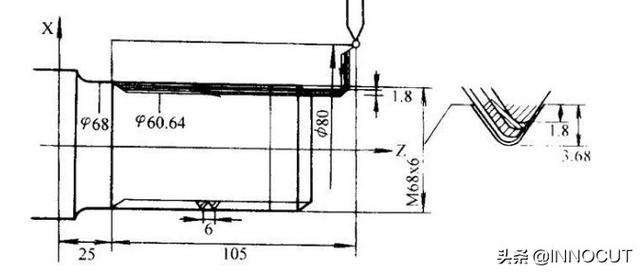
G76螺纹车削实例:上图为零件轴上的一段直螺纹,螺纹高度为3.68mm,螺距为6mm,螺纹尾端倒角为1.1L,刀尖角为60°,第一次车削深度1.8mm,最小车削深度0.1mm。程序为:
……
N16 G76 P011160 Q100 R200;
N18 G76 X60.64 Z25.0 P3680 Q1800 F6.0;
……
相关参考
一.G71指令格式:G71U_R_;G71P_Q_U_W_F_;U—粗加工时每次的切深,单边值;R—粗车时直径上的退刀量;P—精加工路线起刀点的程序段号;Q—精加工路线结束时的程序段号;UW—第二行里的U跟W是精加工留的余量(U为直径方向,车外...
代码格式G32X---Z---F螺距或者IF是公制螺纹导程,代表主轴没转一转,相对共件的移动量,模态参数I为英制螺纹每英寸的牙数,大家都知道,英制螺纹每英寸25.4,取值范围0.06牙/英寸--25400牙/英寸,模态参数我们平常用的代码很多...
数控车床代码g99是什么意思(新代数控系统车床的代码是什么?)
G00定位G01直线切削进程G02/G03圆弧切削G4延时等待G10/G11半径编程/直径编程G11直径编程(模态,初态)G27快速返回机械零点测试G28经中间点快速返回程序零点G32英制螺纹切削G60系统参数设置G61判参数值跳转G74/G75/G76/G77攻牙循环G78啄钻...
①G32加工端面螺纹介绍:概述:端面螺纹大多以矩形螺纹为主,车床的自定心卡盘(盘丝)使用的就是这种结构。这类螺纹没有具体的代号标注,一般是文字注释。如图2-8是端面螺纹的简图图(a)是端面螺纹整体结构简图,图(b...
数控车床内圆R角怎么编(数控车上加工圆弧螺纹宏程序,这个案例值得你学习)
运用宏程序编程优点还很多,比如说刀具寿命管理,安全预测程序开发,数控G指令开发,产品、磨具参数化编程等等。学会宏程序编程是一件多么夸姣的事啊!说起大螺距圆弧螺纹加工,批量生产大多用旋风铣来加工可是一些...
数控车床延时指令代码(数控程序快速上手,史上最全M指令和G代码收藏备用)
FANUC车床G代码G代码解释G00定位(快速移动)G01直线切削G02顺时针切圆弧(CW,顺时钟)G03逆时针切圆定位(快速移动)弧(CCW,逆时钟)G04暂停(Dwell)G09停于精确的位置G20英制输入G21公制输入G22内部行程限位有效G23内部行程限位无效G27检查参...
数控功能指令(数控程序快速上手,史上最全M指令和G代码收藏备用)
...返回G28参考点返回G29从参考点返回G30回到第二参考点G32切螺纹G40取消刀尖半径偏置G41刀尖半径偏置(左侧)G42刀尖半径偏置(右侧)G50修改工
广数928数控车床(数控程序快速上手,史上最全M指令和G代码收藏备用)
FANUC车床G代码G代码解释G00定位(快速移动)G01直线切削G02顺时针切圆弧(CW,顺时钟)G03逆时针切圆定位(快速移动)弧(CCW,逆时钟)G04暂停(Dwell)G09停于精确的位置G20英制输入G21公制输入G22内部行程限位有效G23内部行程限位无效G27检查参...
数控车床钻孔循环指令(数控机床固定循环编程(G80~G84)详解)
1.取消固定循环指令G80格式:G80功能:用G80取消固定循环方式,机床回到执行正常操作状态。孔的加工数据,包括R点,Z点等等,都被取消:但是移动速度命令会继续有效。2.定点钻孔循环G81格式:G81X_Y_Z_R_F_L_X__Y__为孔位数据Z__孔...
梯形螺纹的加工在数控车床上,可用G76螺纹切削循环指令,采用斜进法、交错切削等方法加工梯形螺纹,但有一定的技术难度。所以根据长期的实践经验,摸索出一套在一系列经验公式对编程数据精细计算的基础上,使用螺纹切...