数控冲床模具(数控冲床及冲模技术在 钣金制作行业中的应用与发展)
Posted
篇首语:不要在乎别人的眼光,这样我们会生不如死。本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控冲床模具(数控冲床及冲模技术在 钣金制作行业中的应用与发展)相关的知识,希望对你有一定的参考价值。
数控冲床模具(数控冲床及冲模技术在 钣金制作行业中的应用与发展)
钣金加工工艺主要包括冲孔、浅拉伸和压印,其加工的工件具有形状复杂、零件精度较高等特点。采用传统的普通冲床,加工效率低、质量不高。数控转塔冲床与普通冲床相比,模具库数量多,可自动换模,节省换模时间;具有高效率、高精度、自动化程度高的特点,在质量与效率上都有很大的优势。本文将从数控转塔冲床的发展、加工工艺应用、加工工艺存在的问题及对策、数控转塔冲床模具的介绍及应用这四个方面进行简单概述。
数控转塔冲床的发展
数控冲床起源于美国WIEDEMANN公司,1932年该公司生产出了简单型回转头冲压机床。经过多年的发展,数控技术、液压技术、伺服电机技术不断推陈出新,数控转塔冲床也在更新换代。从其诞生到现在,主要经历了以下三个发展阶段。数控机械转塔冲床数控机械转塔冲床工作原理为:离合器控制冲头冲压动作,主电机带动飞轮旋转,利用飞轮旋转产生的惯性力对工件进行冲孔或成形加工。优点有:机械结构相对简单,机床占地面积小、产品成本低、故障率低以及性能稳定等;缺点是冲压效率低,冲压行程不可调,冲压速度低、噪声大。代表产品有日本村田机械Muratec的 C系列冲床、日本天田AMADA的ARIES 系列等。
数控液压转塔冲床
数控液压转塔冲床通过电液伺服阀控制液压缸上下动作,液压缸与冲头组件连接,从而控制冲头的冲压动作。优点有:冲压速度较快,综合效率较高;缺点是液压系统对环境要求较高,温度太高或者太低都会影响机床正常工作,液压油需要定期更换,且更换的油对环境有影响。国外代表产品有芬兰FINN-POWER的X5液压冲床、日本村田机械Muratec的 V系列冲床、日本天田AMADA的VIPROS系列冲床;国内代表产品有亚威的 HPH/HPI/HPQ系列冲床、金方圆的VT 系列冲床等。
数控伺服转塔冲床
数控伺服转塔冲床是当代主流技术产品,代表了数控冲床的发展方向。主传动结构形式主要有曲柄连杆结构、肘杆式结构、斜楔式结构、摆杆式结构等。伺服电机的高动态特性使冲头冲压频次进一步得到了提高,产品的综合效率更高,更加节能环保。国外代表产品有日本村田机械 Muratec的M系列冲床、日本天田AMADA的AE系列和EM系列冲床、意大利Prima Power 的E5X冲床;国内代表产品有亚威的HPE系列冲床、金方圆的 MT系列冲床等。
数控转塔冲床的加工方式及加工工艺应用
数控转塔冲床加工方式可分为单次冲孔、步冲、蚕食、单次成形、多次连续成形等几种形式。从加工工艺角度,数控转塔冲床可完成的加工工艺主要包括:冲孔、浅拉伸和压印。冲孔主要是冲方孔、圆孔、腰形孔等;浅拉伸主要有凸包成形、翻边、百叶窗、滚筋、滚台阶等;压印主要有冲压商标、标记、字符等。数控转塔冲床的加工工序主要分为先下料后冲压和冲压套裁加工两种。两种方式在效率上有所区别。对于单件形状规整的工件可以先下料,后冲压加工,省去裁边的时间,效率会高一点;对于批量加工的工件来说,套裁加工方式的优势显得十分明显。下面对其进行数据的分析及对比。
先下料,后冲压
在进行下料时,首先要对板材进行剪裁,按照零件的外形尺寸要求,使用剪板机或者其他方式下料,然后用自动编程软件进行模具匹配图形处理,自动生成加工程序,用数控冲床进行自动加工。如图1所示,板件加工尺寸为480mm×480mm,在一张长、宽尺寸为2500mm×1500mm的板材上可以加工出此种矩形板料15块。如果单个零件下料时间为 30秒,则总下料耗时为7分钟30秒。在此过程中,需要人工将下好料的板材放置在冲床上进行加工,单个工件加工需要 4种模具进行 166次冲压,单件加工耗时41秒,则15件工件加工总耗时 10分钟15秒,再加上装卸工件的时间,1 件按15秒计算,15件装卸总时间需要3分钟 45秒。整个过程加起来,总耗时21分钟30秒。
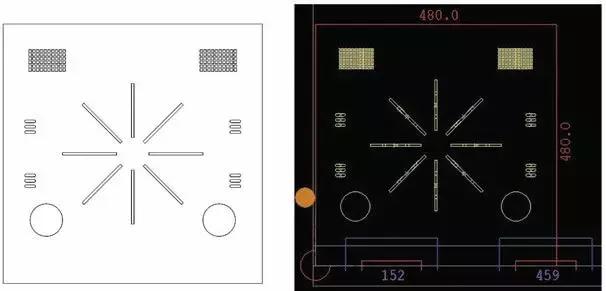
(a)图纸 (b)CAD 图
图 1 单个零件加工
冲压套裁加工
图 2所示为冲压套裁加工方式。排料在整个板材上进行,将15个零件整齐排布,利用冲床长方模具将各个零件单独切断分开。为了预防零件的脱落,需要增加微连接。零件与零件之间留有5mm间隙,这是切边模具的尺寸宽度。此种加工工艺需要 5种模具,冲压1850次,整个过程需要11分钟10秒。加工完成后,需要对各个零件之间的微连接进行切断打磨处理,耗时按 4分钟计算。总共耗时约 15分钟10秒。通过以上数据分析对比可知,批量生产的钣金件可以用套裁的方式进行加工,既提高了生产效率,同时操作工又不需要频繁更换板料,降低了劳动强度。
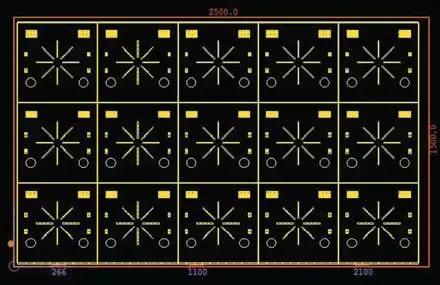
图 2 冲压套裁加工
加工工艺存在的问题及对策
数控转塔冲床加工工艺存在的问题主要有板材表面压伤、板材表面划伤、加工后的板材发生变形、加工后的板材产生毛刺大等,下面分别进行描述。
板材表面压伤
产生压伤的原因主要有以下几点:⑴板材表面有杂物;⑵刀具上下模刃口处有废料;⑶转盘中间有杂物;⑷加工过程中产生废料反弹导致压伤。相应的解决措施有:⑴加工前对板材表面进行清理,去除杂物;⑵根据不同板厚、不同材质的板材合理的选择下模间隙,并及时检查模具刃口,对模具做好保养工作;⑶定期对转盘中间及周边进行清理,去除废料等杂物;⑷合理选择模具,例如加工不锈钢板材时,选择加涂层的模具(涂层的作用:1)降低板材的粘连;2)提高耐磨性能;3)增强模具的表面硬度;4)延长模具的使用寿命);选择防废料下模及防废料反弹模具;模具研磨后需要进行退磁处理等。
板材表面划伤
产生划伤的原因主要有这几点:⑴冲压时预压点过低,板材移动过程中模具与板材发生摩擦,产生划痕;⑵人工在上料、下料过程中产生划伤;⑶人工对板材表面抛光打磨时产生划痕;⑷模具自身上下模表面有划伤。相应的解决措施有:⑴简化电气程序,避免板材运动时与模具干涉;⑵人工上料、下料过程中最好两个人进行,避免板材与其他硬物摩擦;⑶抛光打磨时尽量避免产生过多的划痕,也可以使用去毛刺模具;⑷检查模具表面是否有划伤,如有可用油石对其进行打磨处理。
加工后的板材发生变形
如果在一张板材上冲很多的孔,板材不可能保持平直,很容易发生变形,这是由于冲切应力的累积造成的。每次冲一个孔时,孔周边的材料会被向下拉伸,使得板材表面产生张力。冲切时向下运动也会造成板材下表面的压力增大。对于少量的冲孔,这样的影响不明显。但当孔的数量成倍增加时,张力和压力作用会成倍增加,直至板材变形。相应的解决措施有:⑴可以使用多孔模来加工,减少冲压次数,减少变形;⑵抵消这一效应的方法是首先每隔一个孔冲切,然后返回冲切剩余的孔。这种方法虽然两种情况下加在板材上压力相同,但是在冲压剩余孔时产生的内应力可以抵消在冲压首次冲孔时累积产生的内应力和材料压缩。同时,第一序列的孔也能够吸收第二序列孔的一些扭曲变形。
加工后的板材毛刺大
产生的原因较多,主要有这几点:⑴模具间隙选择不合理;⑵模具自身问题;⑶机床模位上下同轴度跑偏;⑷模具上表面与打击头接触时受力不均匀。相应的解决措施有:⑴依据模具手册,针对不同加工板材时选择合理的模具间隙;⑵将模具返修或更换新的模具;⑶调整机床模位上下同轴度至出厂要求;⑷重点检查打击头及转盘部件,找出原因并维护,保证模具上表面在冲压时的受力均匀。
数控转塔冲床模具的介绍及应用
模具分类
数控转塔冲床模具主要分为厚转塔模具、薄转塔模具和专用模具等。厚转塔与薄转塔的主要区别在于模具的长度不同,厚转塔的总长及导向长度比薄转塔的长。本文主要介绍厚转塔模具。厚转塔模具市场上,主要使用有两种模具:标准模具和90系列模具,由于各个厂商的叫法不一样,其主要结构原理大致相同,相应的结构示意图如图 3所示。两者主要区别在于以下几点:⑴价格不同。标准系列比 90系列价格低,性价比较高;⑵研磨量不同。标准模具冲芯的研磨量正常在 2mm~3mm,90系列的达5mm~8mm,单从这一点来说,90 系列的使用寿命较标准的长;⑶模具调节方式不同。标准系列需要工具调整模具顶端的螺钉来调整模具高度,而90系列不需要工具即可调节,每次旋转一格,模具高度调整一定数值。
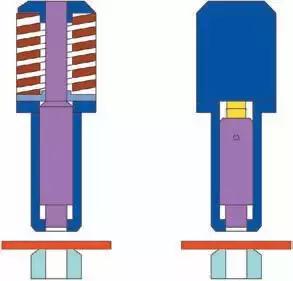
标准系列 90 系列
图 3 模具结构示意图
模具种类
冲压模具主要分为标准冲孔模具和成形模具。标准冲孔模具主要有:长方模、正方模、腰形模、三角模、圆模、正多边形模等。成形模具(图4)主要有:滚筋模、滚台阶模、百叶窗模、凸包模、翻孔模、冲切成形模、双桥模等。另外,模具厂商也推出了高档的特殊模具(图5),如攻丝模、去毛刺模、多子模等,这些模具丰富了冲床的加工工艺,不足的是性价比不高。

图 4 成形模具

(a)多子模 (b)多孔模

(c)去毛刺模 (d)攻丝模
图 5 特殊模具
模具保养
具需要及时刃磨,刃磨的时间点如下。1) 刃口圆角半径达到0.25mm时;2) 有较大毛刺产生;3) 冲压噪声异常。⑵刃磨的注意事项如下。1) 冲头和下模都要磨;2)对使用的46目白刚玉砂轮,保持其砂轮锋利;3) 吃刀量小于0.013mm;4) 对模具保持足够的冷却;5) 工装夹持模具稳定可靠;6) 刃磨后清洗、去磁、润滑。⑶定期对模具进行涂油防锈处理。⑷定期检查模具高度、紧固件有无松动。
结束语
数控冲床及冲模技术在钣金加工行业的应用,解决了钣金加工中存在批量大、形状复杂、零件精度高等问题,大大提高了钣金加工能力,使钣金件在质量和产量上得到了保证,同时也降低了工人的劳动强度。随着机床智能化、自动化的快速发展,钣金加工行业也呈现出加工方式多样化、机床操作智能化、自动化的发展趋势。
相关参考
...就是同一零件厚度一致。钣金加工方法1.非模具加工:通过数控冲床、激光切割机、切管机、剪板机、折弯机、钻床、攻牙机、铆钉机、拉铆枪、焊接机、喷涂线、电镀线等设备对饭金进行加工的工艺方式,一般用于样品制作或小...
...金加工设备具有高生产效率、高柔性及较低的生产成本。数控冲床节省了大量的生产成本,缩短了生产周期,具有较大的加工范围与加工能力,可以及时适应市场与产品的变化。数控冲床的特点数控冲床的钣金加工可以一次性自...
数控冲床冲头打下去上不了怎么办(15个典型冲模问题及解决办法进厂多年的模具老技工都在看)
1.废料跳穴a.冲头长度不够按冲头刃口切入凹模一个料厚加1mm更换冲头b.凹模间隙过大割入子减少间隙或用披覆机减小间隙c.冲头或模板未去磁将冲头或模板用去磁器去磁2.废料堵穴a.落料孔小或落料孔偏位加大落料孔,使落料顺畅...
数控压力机(「干货」钣金加工技术在数控冲床中的实践应用分析)
...光切割、重型加工、弯压成形、精密焊接等等工艺方法,数控冲床是钣金加工过程中非常常见的基本设备,本文主要就钣金加工技术中数控冲床的实践应用问题进行简单的讨论分析。关键词:钣金加工技术;数控冲床;加工方式...
选购模具上企易商城https://www.banjin1688.com/home1、模具选择要求:1.1模具选择应尽量选择一次可加工完成的模具,以保证加工质量。(如加工28×28mm切口,可用较小尺寸的方模多次加工,也可选用长方模具加工,但需换刀。可选用30×30...
氩弧焊机及剪板机(49道钣金制作工序,全面列举专业钣金术语,绝对专业)
...到矩形工件的工艺过程。2.下料:指工件经过LASER切割或数控冲床冲裁的工艺过程。3.落料:指在普通冲床或其他设备上使用模具加工得到产品形状的工艺过程。4.冲孔:指工件由普通冲床和模具加工孔的工艺过程。5.折弯:指工...
数控冲床cad排版(“那我走”,铝单板钣金生产过程中那些不可避免的小细节)
1.设计并绘出其钣金件的零件图,又叫三视图.其作用是用图纸方式将其钣金件的结构表达出来.2.绘制展开图.也就是将一结构复杂的零件展开成一个平板件.3.开料,开料的方式有很多种,主要有以下几种方式:1)剪床开料.是利用剪床...
...。 钣金下料的主要方式为数冲和激光切割。2.1数冲是用数控转塔冲床加工,板材厚度加工范围为 冷扎板、热扎板 小于或等于3.0mm,铝板 小于或等于4.0mm,不锈钢 小于或等于2.0mm。加工板材最大尺寸12
手持式激光扫描仪检测模具通过遥控器转运模具文/图湖北日报全媒记者许应锋通讯员刘涛徐春晓造一辆汽车,分几步?简单说,两步:先生产零部件,再组装。但汽车零部件,成千上万,关键要拥有“汽车工业之母”的模具。...
数控冲床与传统冲床(数控冲压工艺与传统冲压工艺有哪些不同?)
随着数控冲压设备的发展钣金冲裁加工工艺向多元化方向发展,数控冲剪复合机床的出现是钣金加工工艺的一个新的突破,在钣金加工方面开创了一个崭新的领域,特别适合中小批量生产和柔性加工。通过研究和分析传统加工工...