搭口胶(搭接榫、搭口榫、齿槽、槽榫接合及刀具应用知识)
Posted
篇首语:喜欢读书,就等于把生活中寂寞的辰光换成巨大享受的时刻。本文由小常识网(cha138.com)小编为大家整理,主要介绍了搭口胶(搭接榫、搭口榫、齿槽、槽榫接合及刀具应用知识)相关的知识,希望对你有一定的参考价值。
搭口胶(搭接榫、搭口榫、齿槽、槽榫接合及刀具应用知识)

搭接榫、搭口榫、齿槽及槽榫接合
本章所要介绍的三十多种木工接合方式覆盖了从箱柜制作到框架及门体拼接等各类用途。该系列接合方式除了用途广泛以外,还有一个共同优点:简洁耐用。
不仅如此,这些接合方式中的绝大多数都可以用电动或手动工件以几种不同方法来加工制作。以槽榫的开槽为例,可以用雕刻机、台锯或是悬臂锯来做,也可以先用手锯再用木工凿来开槽。当然,传统木工借助于电动工具,更会起到事半功倍的效果。
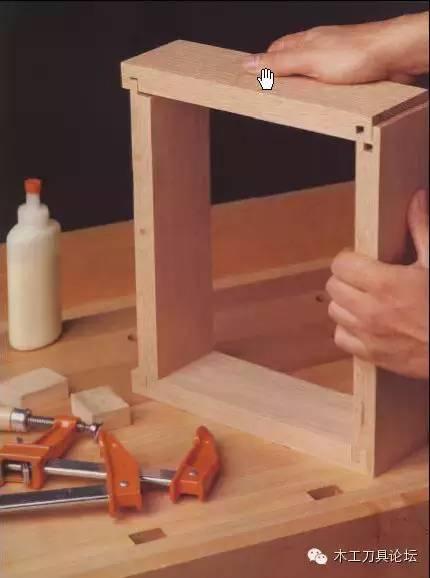
在所有木工接合方式中,本章最先要介绍的搭接接合方式也许算得上是最简单的一种。物如其名,搭接就是把一块木材放到另一块上,并以一定角度固定在一起。
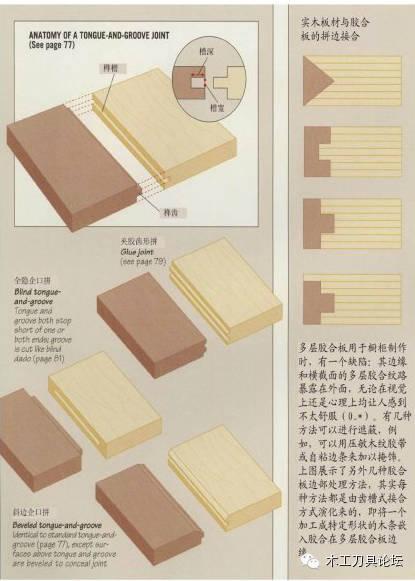
原始朴素型的搭接方式既不美观也不结实,但是,如果先在两个搭接工件上各开一个榫槽或仅在其中一个上开榫槽,再将两个结合面毫无缝隙地扣合在一起,这样的搭接就变得牢固、雅观多了,也具有更大的长木纹胶合面,除非有抗张力需求,否则基本不必进行额外的加固处理。
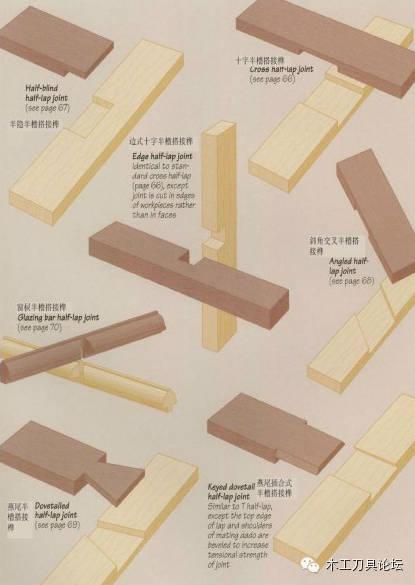
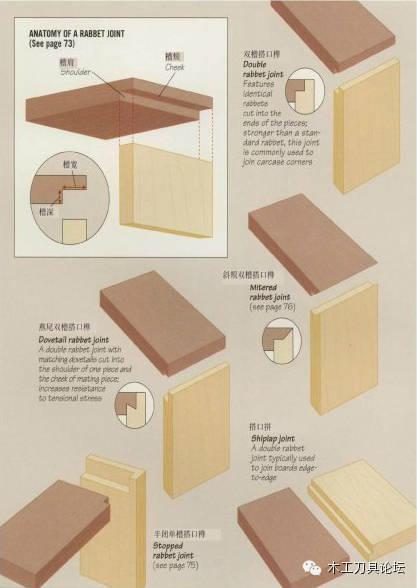
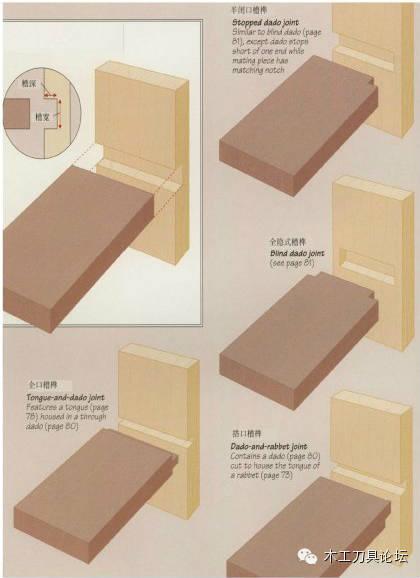
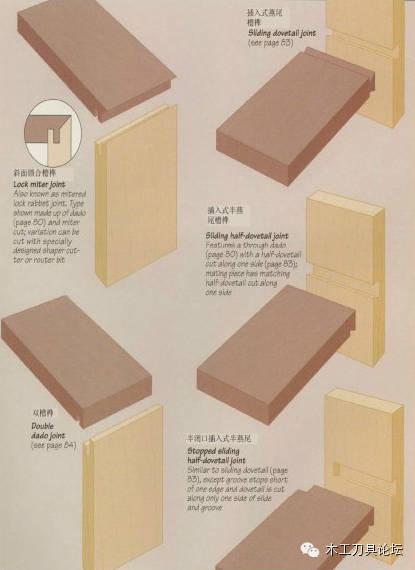
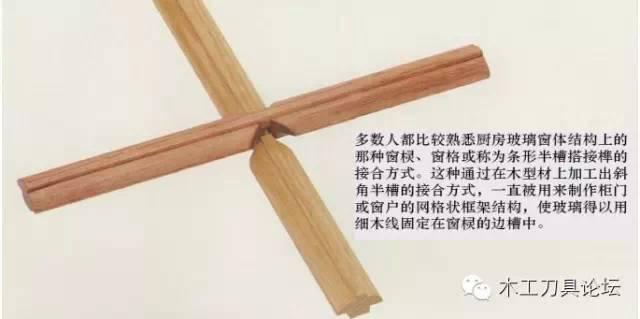
本章要介绍的第二组接合方式称为搭口榫,频繁用于箱柜或抽屉角部接合,不常用于工件的边部接合。还有一些变异的搭口榫,如半闭单槽搭口榫、斜颊双槽搭口榫等,可以隐蔽工件的端截面。不过也需提请注意:所有涉及端截面的接合方式均要求以圆榫、螺丝或者贴板等方式进行加固。第三组接合方式称为齿槽式接合,常用于板材的边边拼接。这种接合方式可以选择胶合,也可以选择无胶拼接,以应对当木材含水率随周围环境发生变化时产生的胀缩位移。最后一组接合方式称为槽榫(如上图),它们简单适用,常用于安装隔板或组装抽屉,也可加工成燕尾榫形式,实现工件的自锁合。
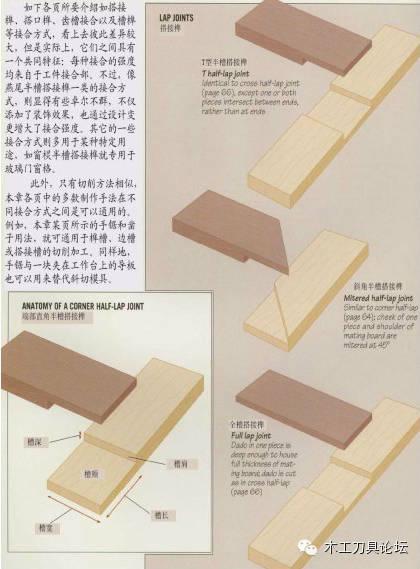
端部直角半槽搭接榫制作方法
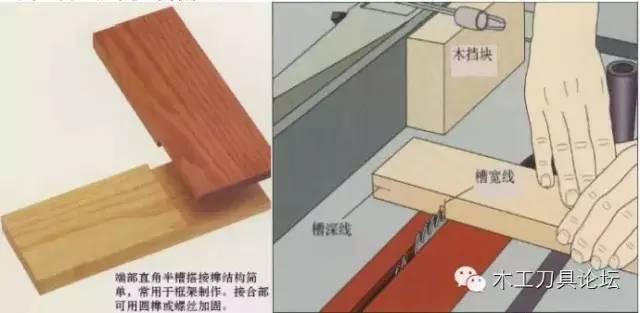

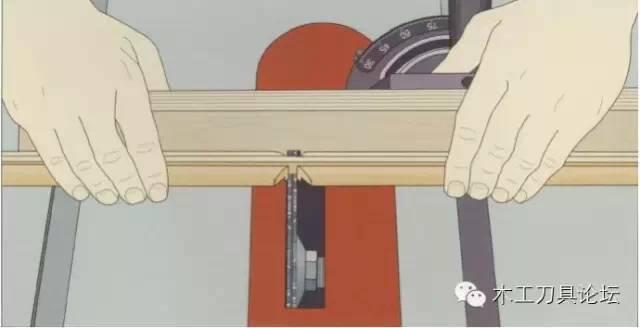
1. 锯榫肩(右上图)。
用台锯加工搭接半槽时,要先锯榫肩,再锯榫颊。首先,在工件边缘划出榫宽线和榫深线,然后,在台锯上装好横截锯片,锯割深度设定为工件厚度的一半。下一步,调整台锯靠山,工件端部抵住靠山,使槽宽线对齐锯片,并用角度推把辅助进料,完成榫肩锯割。(译者注:那个木挡块是用于工件端部定位的,属于鸡肋)
2. 锯榫颊(左图)。
可借助于市售的榫头锯割辅助模具完成锯割(参照随机附带的使用说明)。略译(译者注:原文中有不少不厌其烦的车轱辘话,为避免大家由于读本译文时倍感索然无味并有可能从此失去坚持作为木工爱好者中一份子的动力与激情一次为借口置其它木友劝说于脑后坚持金盆洗手(先喘口气儿),在图示非常明确的前提下,此类车轱辘话后文尽量略译)。
十字半槽搭接榫制作方法

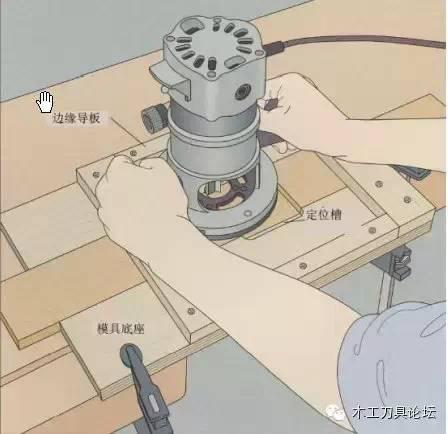
用雕刻机和自制模具加工十字半槽搭接榫。
(译者注:这个雕刻机用自制辅助模具设计不好,只能用于等宽的工件,且无法调整宽度,在加工量较小的情况下,不建议费时费力费料去自制该模具)。注意,先在一块废木料试铣,以在模具底座上洗出定位槽,这样边缘对工件定位。然后,在工件上划好榫肩线,雕刻机预装直刀并预设好铣深,榫肩线对齐定位槽边线。最后,以夹具固定好模具及工件后用雕刻机完成铣削作业。
半隐半槽搭接榫制作方法


1. 用台锯加工榫头。
在一个待接合工件的端部划好榫肩线,根据榫头长度调整电锯靠山,电锯上安装开槽锯片(Dado),并将锯深调整为工件厚度的一半。然后,启动电锯,从工件端部开始,可数次下锯剔除废料,最后一次下锯时,工件端截面应紧贴靠山。
2. 加工榫槽。
可用一胶合板自制模板来辅助铣槽。模板制作方法:首先,将刚才加工好的榫头轮廓转划在多层胶合板上,然后用带锯、马刀锯或曲线沿该轮廓线锯下中间废料,最后,用沉头螺丝将一靠山固定到模板有缺口一侧,至此模板制作宣告完成。模板使用方法:将模板用夹具固定在工作台上,其豁口边缘对齐工件上的榫槽划线,雕刻机预装带轴承直刀,铣深调节为工件厚度的一半加上模板厚度。然后,铣刀轴承紧贴模板豁口边缘,用雕刻机沿顺时针方向(与铣刀旋转方向相反)铣去榫槽废料。最后,用凿子清角。
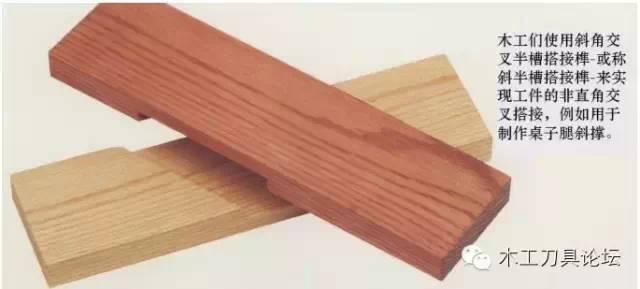
斜角交叉半槽搭接榫制作方法
1. 半槽加工。
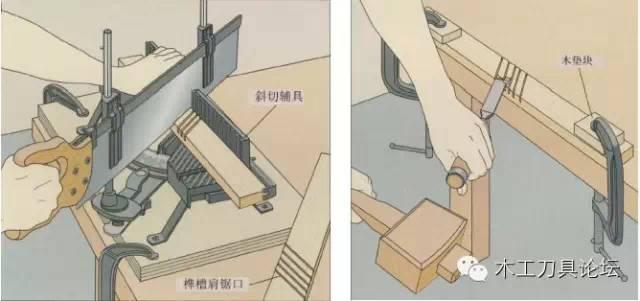
首先,在待接合工件表面按所需角度划出榫槽肩线。可用悬臂电锯、台锯、雕刻机来完成榫槽加工,也可以如本节所演示的,用手锯配合斜切模具来进行榫槽加工:将工件平置于斜切模具上,边缘紧贴靠山。调整模具,使锯片对齐工件上的榫槽肩线,锁定锯片角度。接下来,再调整锯割深度为工件厚度的一半。锯割时,先在榫槽两肩线处开出锯口,然后,在这两锯口之间,再锯出若干锯口。
2. 用凿子削除榫槽中的废料。
将工件大面朝上用夹具固定在工作台上,夹具与工件之间夹垫木块以保护工件。然后,水平握凿,凿体斜面朝上,锤击凿柄以清除榫槽中的废料。待废料大部清除之后,再对半槽的底面进行铲削,直至平整光滑。
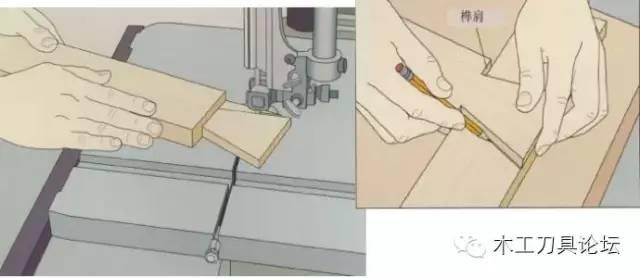
燕尾半槽搭接榫制作方法

榫槽与榫头的加工制作方法。
首先,在一个工件上加工出端部直角半榫的榫头(制作方法详见见本文第 47 页),然后,在榫颊上划线,并用带锯将榫头锯割成所学的燕尾形状。如果工件为硬木,榫头侧肩宽度与榫头长度的比例为 1:8;如果工件为软木,该比例为 1:6即可。燕尾榫头做好后,以其为模板,在另一工件上划出榫槽线,划线是,榫肩应紧贴另一工件侧边。之后,可用雕刻机与模板配合(详见第 49 页),或是用台锯、悬臂电锯或斜切辅具(详见第 50 页)锯割加工榫槽,槽深应恰好为工件厚度的一半。
窗棂半槽搭接榫制作方法
窗棂半槽搭接榫的加工制作总共分三大步,第一步,对窗棂木条进行塑形加工(右图);第二步,在窗棂木条上开边槽,以便将玻璃用细木线固定于其中(步骤2);第三步,窗棂木条上加工出半槽搭接榫(步骤3-5)。
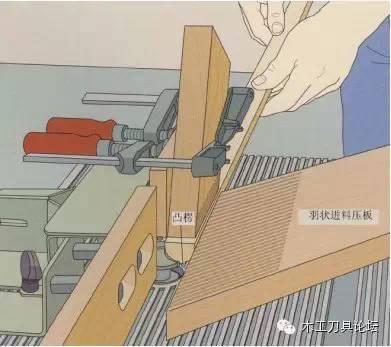
具体如下:步骤 1. 窗棂木条的塑形加工。将预装带轴承圆底刀的雕刻机倒装于工作台下,工作台靠山与铣刀轴承边缘齐平。窗棂木条的宽度应适宜,这样,在其两边做完塑形铣削后,中间可恰好形成 6.3毫米(四分之一英寸)宽的凸楞。用雕刻机铣削时,应该用三块羽状压板辅助进料,其中一块夹固在工作台面上,另两块分别夹固在雕刻机工作台的前后靠山上(右图中,为便于清晰演示,出料端的羽状压板已被取掉)。用手向前推料铣削,当手指端快要接近雕刻机刀头时,续上下一条窗棂木条(同时也起到辅助推料作用),或者,也可从出料端拉动窗棂木条完成铣削。重复上述过程,对窗棂木条的另一侧边进行塑形铣削。此外,要多加工出一条窗棂木条,用于在下面的步骤 3 中设定台锯锯片的锯割深度。
步骤 2. 在窗棂木条上开边槽。
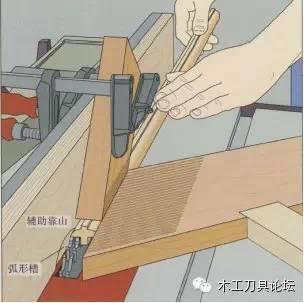
在台锯上预装开槽锯片(Dado),锯片厚度要略大于槽宽。注意:要先计算好边槽的宽度,窗棂木条两侧边槽开好后,中间的企口宽度应大于 6.3 毫米(四分之一英寸)。在雕刻机工作台原有靠山上,加装一个木制辅助靠山。在辅助靠山侧面划出边槽槽深标识线--边槽深度应等于平板玻璃厚度与固定玻璃所用细木线厚度之和。然后,调整靠山位置,使木制辅助靠山部分下缘位于开槽锯片上部(此时锯片应缩回工作台下)。启动台锯,并慢慢抬升锯片,在木制辅助靠山侧下缘锯出一个弧形槽,注意:锯至槽深标识线时,停止锯片抬升动作,关掉台锯。接下来,在窗棂木条的前端划出边槽槽宽线,其中一条线对齐开槽锯片外刃口,以此位置为参照,调整靠山使其紧贴窗棂木条,安装好步骤 1 中所述的三块羽状压板,必要时,可用一木方顶在台面羽状压板的侧方,为羽状压板以提供额外支撑力(注意:出于演示需要,右图中出料端的羽状压板已被取掉)。
用手向前推料开槽,当手指端快要接近锯片时,续上下一条窗棂木条。在对最后一条窗棂木条开槽并接近其尾部时,可从出料端拉动木条完成开槽。

步骤 3. 用台锯锯割榫槽槽肩。
从台锯上卸下开槽锯片,换上细齿横截锯片,将锯割角度调整为 45 度。在台锯角度推把上加装一个木制长靠山。接下来设定锯片的锯割深度,具体:将步骤 1 中多加工出来的那个窗棂木条侧缘朝下平置于工作台上,企口紧贴长靠山,调整锯片高度,使锯片上端与凸楞下侧面处于同一水平面,然后,启动台锯进行试锯,如效果不理想,可反复调整锯片高度并试锯,直至锯片刚好在凸楞下侧面形成划痕为止。接下来,在待接合窗棂木条上划出 45 度角榫槽线,榫槽最宽处应与窗棂木条的宽度一致。锯割榫槽时,将窗棂木条侧边朝下平置于台锯工作台上,企口贴紧长靠山,锯片对齐划线,在其尾端加一定位档块并以夹具固定在长靠山上(便于批量锯割榫槽时进行定位)。之后,用夹具将窗棂木条固定在长靠山上,启动台锯锯割榫槽,推料时要用手压紧木条。最后,翻转木条,完成另一侧榫槽锯割。重复上述过程,在木条两侧均锯出 V 形锯口。
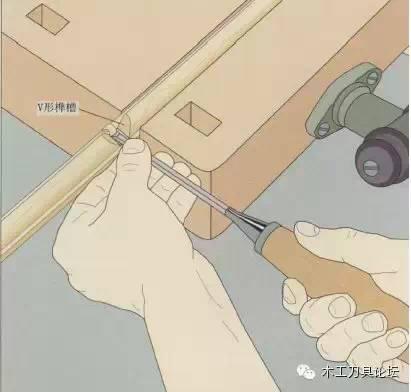
步骤4. 清理V形锯口。
待所有的锯割工作完成后,需用窄木工凿铲削掉V形锯口中的废料。榫槽底面宽度应与窗棂木条凸楞宽度一致。铲削时要注意握凿姿势,凿体斜面向上将V形榫槽底面光滑平整,同时,要控制力度,防止木条崩边或断裂。
步骤 5. 锯割搭接半槽。
台锯换装开槽锯片(Dado),调节锯片厚度至与窗棂木条凸楞等宽,锯深为窗棂木条厚度的一半。为实现半槽搭接,需在一个窗棂木条的底面开半槽,在另一个与其搭接的窗棂木条的顶面开半槽。开槽时,将窗棂木条平置于台锯工作台上,窗棂木条 V 形槽中部要对准锯片,木条侧边要贴紧长靠山。
单槽搭口榫制作方法
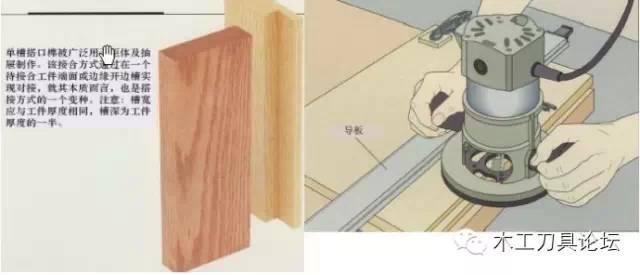
用雕刻机开槽。可使用带轴承开槽刀或者用不带轴承直刀辅之以导板进行开槽作业,无论使用什么样的铣刀,均须用夹具把工件固定在工作台上。使用不带轴承直刀时,先在工件上划出槽宽线,铣刀边缘对齐该线。将导板平置于工件表面,确认其边缘贴紧雕刻机底座并且应与工件边缘平行,用夹具固定好,铣削时,雕刻机底座边缘应靠紧导板。使用带轴承开槽刀时,需根据槽口宽度选用铣刀,开槽时,双手应紧握雕刻机,铣刀轴承贴紧工件边缘进行铣削作业。也可以如下图用台锯安装开槽锯片来进行开槽作业(译者注:翻译略,操作方法请见前文描述)
半闭单槽搭口榫制作方法
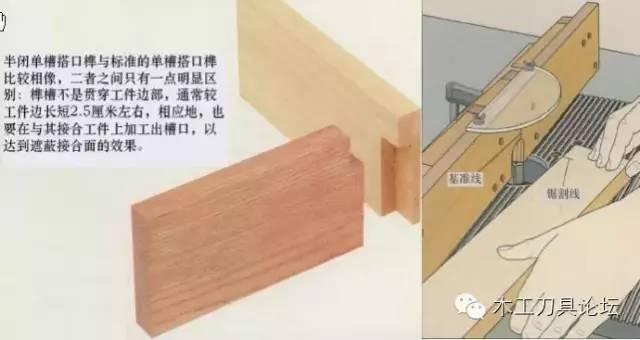
用雕刻机加工半闭单槽搭口榫。
可以采用手持雕刻机或者倒装雕刻机在工作台下两种方法进行榫槽加工。无论采用哪种方式,铣削后均须用凿子在锯割线处进行清角归方处理。
倒装雕刻机方式的具体操作方法:在雕刻机上预装直刀,设定好铣削深度,并根据所需槽宽将靠山调节至合适位置。之后,在靠山上划一条基准线,用于标示铣刀的刀口位置。接下来,启动雕刻机,工件贴紧靠山送料铣削榫槽,当工件上的锯割线对齐基准线时,即停止送料并挪开工件。
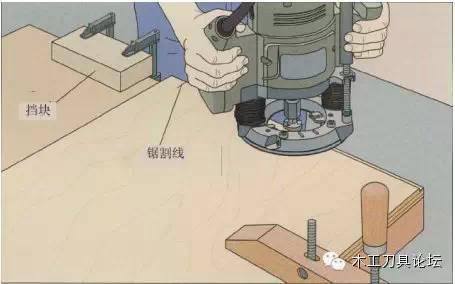
手持雕刻机方式的具体操作方法:将工件夹固在工作台上,并在雕刻机上预装带轴承开槽刀。然后,将雕刻机平置于工件上,使铣刀刀口对齐锯割线,并用一木挡块贴紧雕刻机底座侧边起定位作用。然后,手持雕刻机,以工件边缘为起点铣削榫槽,铣刀轴承要一直紧贴工件边缘,当雕刻机底座触及木挡块时,停止铣削。
斜颊双槽搭口榫制作方法
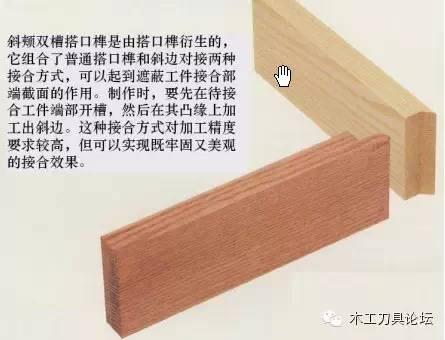
用台锯加工斜颊双槽搭口榫。
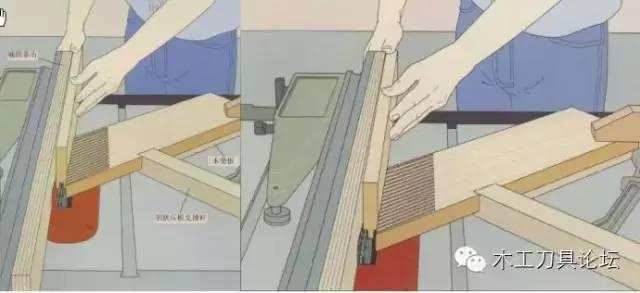
首先,在两个待接合工件端部加工出榫槽,槽深相同--均为工件厚度的三分之二左右,一工件上的槽宽应与工件厚度相等,另一工件的槽宽应等于上一工件开槽形成的凸缘厚度。然后,在两工件的凸缘侧面上划出 45 度角斜边锯割线,将台锯锯片也调整为 45 度角,调整锯深以确保锯片可以锯穿工件凸缘。下一步,在台锯推把上加装木制长靠山,启动台锯,在长靠山上锯出一个锯口作为锯割工件凸缘斜边的基准线。接下来,工件平置于台锯工作台上,侧边贴紧长靠山,工件端部的斜边锯割线与长靠山上的基准线(锯口)对齐,启动台锯,在工件凸缘上锯出斜边。在锯割端部凸缘较短的那个工件时,锯片的锯割深度应适度,要既可以确保锯穿斜边,同时,又不能锯到榫槽肩进而影响到工件接合强度。

贯穿式企口拼接的制作方法
可用台锯加装开槽锯片(Dado)辅助靠山来加工贯穿式企口拼接的榫槽和榫齿,靠山的制作方法参看本文第 53 页右上图。(译者注:鉴于图示很直观,本部分略译)
夹胶齿形拼接的制作方法

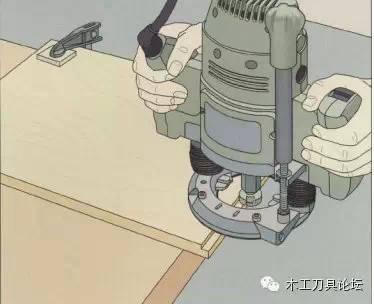
全隐式槽榫接合的制作方法


用带升降滑轨的雕刻机铣削榫槽。
将工件夹固在工作台上,在工件表面划榫槽线,榫槽宽度应与另一工件的厚度相等。然后,在雕刻机上安装与榫槽宽度匹配的直刀。接下来,将雕刻机平置于工件表面,先将刀头对齐榫槽宽度线,并以此为参照,在工件上夹固导板。再将刀头刃口先后对齐榫槽两端线,以此为基准在工件两侧分别安放定位挡块。
下一步,手持雕刻机,其底座边缘紧贴导板铣槽。最后,用凿子对榫槽两端进行清角归方。榫槽加工完成后,在另一待与其拼接工件的两侧锯出槽口,完成拼接作业。
插入式燕尾榫拼接的制作方法

1.用雕刻机加工燕尾槽(左下图)。
用倒装雕刻机加工燕尾槽时,要进行两次铣削作业。第一次铣削,需在雕刻机上安装6毫米直径的直刀,来铣除大部分废料。然后,在雕刻机上换装燕尾刀,进行第二次铣削。
2.在另一工件上加工燕尾榫头(右下图)。
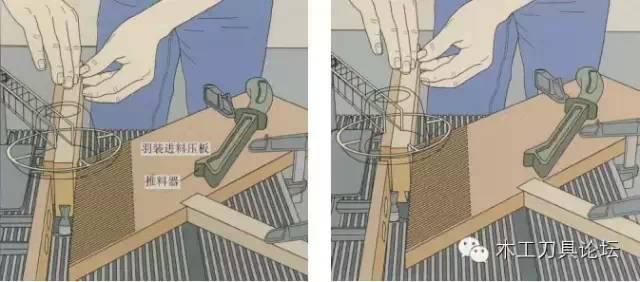
铣好燕尾槽后,燕尾刀继续留在雕刻机上,稍稍调小雕刻机铣深,以使榫头略短于燕尾槽的槽深,这样做会提高接合部的吻合度。然后,向雕刻机铣刀方向移动工作台靠山,直至约半个燕尾刀头暴露在靠山外。羽状进料压板的位置也要做相应调整。
下一步,启动雕刻机,分别完成工件接合部两侧的半燕尾边槽的铣削作业。最后,试拼接两工件,如果榫头部分过宽无法插入榫槽,可以将靠山向外微调一点点,对榫头工件进行修整铣削。(译者注:一定要控制好靠山的微调量,这是因为,为确保榫头位置居中,修整过程中应分别对榫头两侧进行铣削,所以,靠山每移动 1 个单位距离,榫头两侧将被铣刀“吃掉”两倍于此的量)
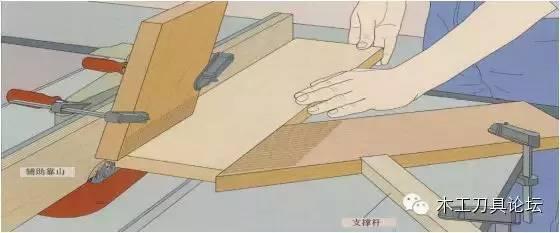
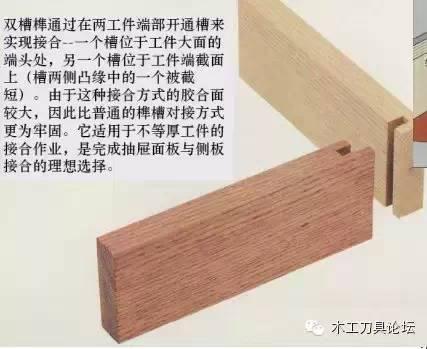
双槽榫拼接的制作方法

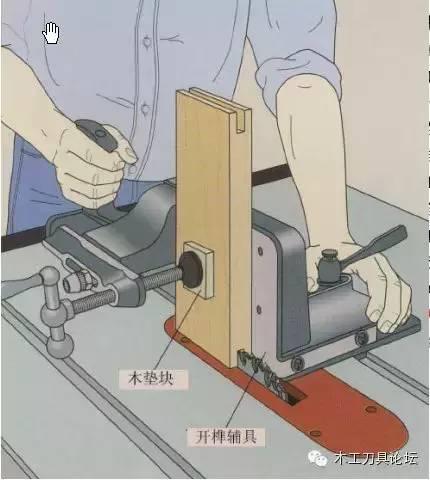
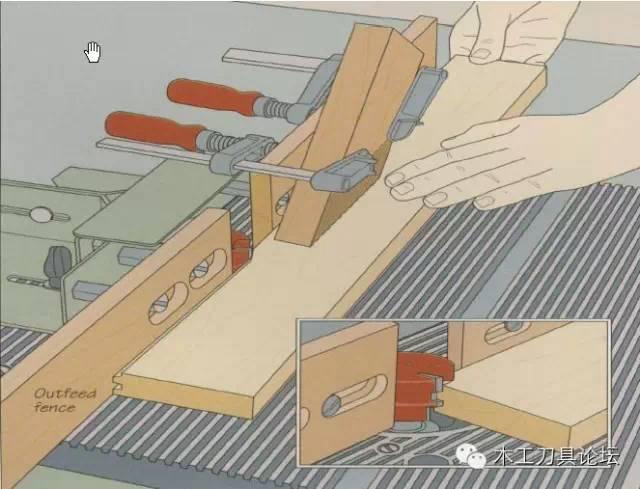
用开榫辅具配合台锯来制作双槽榫(左下图)。
台锯上预装开槽锯片(Dado),锯片厚度为待接合工件厚度的三分之一。将开榫辅具安放在台锯工作台上,辅具底部滑块嵌入工作台角度推把的滑槽内。然后,将工件固定到辅具上,调整辅具确保工件端部相对于锯片居中。启动台锯,推料完成工件一端的开槽作业后,再掉转工件加工另一端。接下来,在台锯靠山上加装底部带弧形槽的木制靠山(做法详见本文第 53 页),在工件的内侧凸缘上划出锯割线,然后,将工件内侧朝下平置于台锯工作台上,调整靠山是锯割线对齐锯片,启动台锯,将内侧凸缘锯掉一半(右上图)。
重复该过程,将工件另一端的内侧凸缘也锯掉一半,端截面开槽工作至此收工。最后一步,在与之配套接合的工件大面上开通槽,通槽尺寸和位置应与端截面的半截凸缘相匹配。
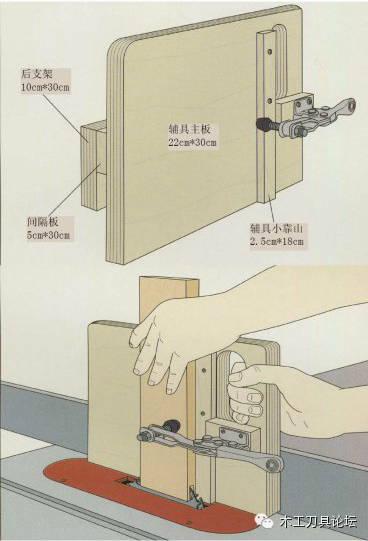
自制台锯开槽辅具
译者注:该辅具用于骑跨在台锯靠山上辅助开槽。图片很直观,文字部分略译。请参照图片上的尺寸 DIY 该辅具。注意:间隔板厚度应与台锯靠山的厚度相匹配。
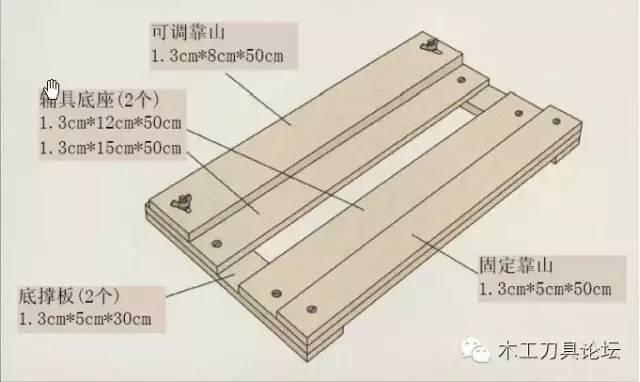
自制雕刻机开槽辅具
该辅具可辅助雕刻机进行高效、精确铣槽作业。它具有一个可调靠山,这样就解决了拟开槽宽大于铣刀工作直径的问题。该模具可用多层胶合板或实木参照图示尺寸自行制作。

版权声明:由于部分文章来源于网络,另外有些文章推送时未能及时与原作者取得联系。若涉及以上版权问题,敬请原作者联系我们删除或处理。
木工刀具论坛“zjwoodtools”[微信号]
木工刀具网(http://www.zjwoodtools.cn)-木工刀具行业网站,木材切削加工技术专业交流论坛。本站专注木工刀锯行业各种相关资讯和技术问题讨论,免费发布给关注本平台的粉丝阅读,每日更新图文内容;提供木工刀具业内人员交流讨论的和谐平台,满足访问者行业需求。
承接|刀具广告|软文推广|求职招聘|微信推送
商务合作QQ:157561175
▼ 点下面「阅读原文」进入社区参与评论互动
相关参考
锁扣复合地板四面刨加工刀具配置图免胶锁扣地板加工用金刚石成形刀具刀具设计及应用(1)切削分布阁如图3所示,其中:①1号刀为阳榫耐磨层粗钝刀,2号刀为阴榫耐廓层粗恍刀,先加工去掉多余的余量。②3号、5号刀为组合阳梅...
锁扣复合地板四面刨加工刀具配置图免胶锁扣地板加工用金刚石成形刀具刀具设计及应用(1)切削分布阁如图3所示,其中:①1号刀为阳榫耐磨层粗钝刀,2号刀为阴榫耐廓层粗恍刀,先加工去掉多余的余量。②3号、5号刀为组合阳梅...
木工精密裁板锯木工推台锯(一组好看的家具木工机械刀具动态图集)
...工动态图集木工爱好者自己制作的多功能木工工作台木工刀具刀具应用 硬质合金实木拼板指接刀实例操作教程木工刀具舍弃式螺旋刀平口刀菠萝刀螺旋刀轴四面刨立铣刀现代家具工厂在用的能自动换刀木材加工数控机床这也许...
牛肉酱烧什么好吃(下班后做菜既要节省时间 又要美味可口 看看我的牛肉酱烧豆腐卷)
...片,用牛肉片卷起。第三步锅中加入少许油烧热,牛肉卷搭口那面下锅先煎,然后翻面两面煎变色。第四步再加入半米杯水、酱油、鸡精和糖,将牛肉豆腐卷煮到入味,酱汁浓稠。第五步起锅装盘后撒上葱花
牛肉酱烧什么好吃(下班后做菜既要节省时间 又要美味可口 看看我的牛肉酱烧豆腐卷)
...片,用牛肉片卷起。第三步锅中加入少许油烧热,牛肉卷搭口那面下锅先煎,然后翻面两面煎变色。第四步再加入半米杯水、酱油、鸡精和糖,将牛肉豆腐卷煮到入味,酱汁浓稠。第五步起锅装盘后撒上葱花
...轮加工成形法定义:成形法又叫仿形法,指用与被切齿轮齿槽形状相符的成型刀具切出齿面,如铣齿、拉齿和成型磨齿等。以下的内容仕瑞达小编带大家认识齿轮加工成形法:优点加工设备简单、刀具成本低缺点1、加工齿廓近...
...开榫机结构组成1.床身;2.工作台;3.工件;4.气动压头;5.主轴刀具;6.X/Y轴进给机构;7
...被人们钟爱,然而燕尾榫以为其结构的紧密性,被广泛的应用到蜂箱和抽屉的制造和使用上。数控燕尾榫机数控燕尾榫机数控燕尾榫机就是在这种情况下被研发出来,并且数控燕尾榫也
...被人们钟爱,然而燕尾榫以为其结构的紧密性,被广泛的应用到蜂箱和抽屉的制造和使用上。数控燕尾榫机数控燕尾榫机数控燕尾榫机就是在这种情况下被研发出来,并且数控燕尾榫也
...而产生高温,使两个塑料的接触面迅速熔化,继而填充于搭接位置,当振动停止,两材料已紧紧地接合在一起,达到焊接的目的,同时产生巨大的热量,使两件产品被牢牢地固定住。2、当施加压力,继续加