折弯机生产(钣金零件生产综述)
Posted
篇首语:泪水和汗水的化学成分相似,但前者只能为你换来同情,后者却可以为你赢得成功!本文由小常识网(cha138.com)小编为大家整理,主要介绍了折弯机生产(钣金零件生产综述)相关的知识,希望对你有一定的参考价值。
折弯机生产(钣金零件生产综述)
产品质量关乎两个生命,一个是企业的生命,另一个是消费者的生命,是企业的核心竞争力。对于格力电器的产品,大多离不开钣金零件的应用,如何提高钣金零件的质量及生产效率,需要从原材料采购、工艺设计、设备引进及智能物流系统的应用等方面入手,关注国内外先进技术、材料和设备的发展动向,在现有的资源场地条件下加以改进,从而达到优质、高效、低成本。
原材料的采购与应用
目前空调行业钣金零件使用的原材料主要有涂油热镀锌钢卷、热镀锌钢卷、钝化钢卷、光面不锈钢卷、08Al特深冲钢卷等,原材料库存如图1所示。主要原材料供应厂家有宝钢、首钢、鞍钢、唐山钢铁集团、马钢及涟源钢铁集团等。

图1 卷式原材料库存
家用电器冲压加工零件使用最多的原材料是涂油热镀锌板,主要原因是其对模具的损耗较少,容易满足各种零件的材料柔性化加工需要。但在实际生产中还是存在油斑、沾灰等固有的外观质量缺陷,脱锌、压痕等技术质量缺陷以及开裂、回弹等性能质量问题,加工过程中产生的印记如图2所示。
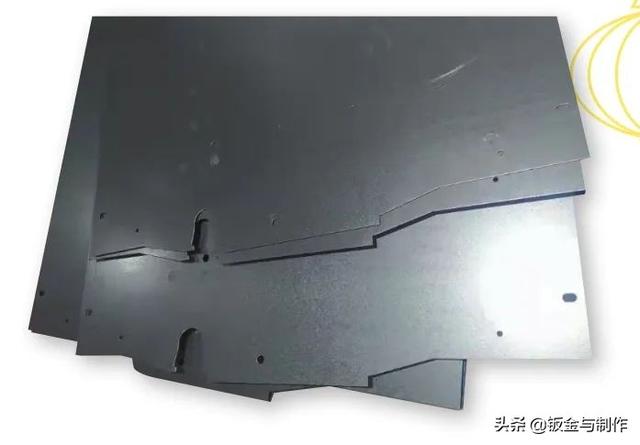
图2 涂油热镀锌板加工过程印记
基于目前涂油热镀锌板材料应用存在的相关困境,可从材料表面的工艺性能进行研究开发,通过自身的润滑替代表面涂油工艺,减少生产过程中因压力加工工序及涂油引起的质量异常问题。
攀钢集团开发的一种自润滑热镀锌板,依靠改变热镀锌层的化学成分比例来实现板材表面的润滑性能,根据实验及实际生产的效果反馈,在代替表面涂油工艺的应用上有着明显的优势,若应用于涂油热镀锌板零件的生产,将有利于解决因涂油工艺带来的油斑、沾灰及粘性压痕的质量问题。自润滑热镀锌板表面情况如图3所示。

图3 自润滑热镀锌板表面情况
如接线盒等零件在冲压时需要喷油,后工序还需使用喷涂线除油,占用喷涂产能,如果采用自润滑热镀锌板进行替换,可减少后工序,零件可直接上线装配,既可以提高生产效率,又能降低涂油带来的质量异常情况。
山东钢铁集团相关研究人员提到了一种家电用微碳热镀锌钢板的开发应用,其意义在于解决普通低碳铝镇静钢由于屈服强度相对较高,在相对复杂零件生产时容易产生开裂和回弹等问题。微碳铝镇静钢是将低碳铝镇静钢的碳含量降为微碳,钢中碳化物间距增大能有效提高其冲压成形性能。微碳热镀锌钢板可应用于复杂的大型外机底盘零件,这种材料的应用可减少依赖油压机的拉深工序,提高设备的兼容性,缓解设备加工瓶颈。
由于连续热镀锌钢板及钢带相关标准对微碳钢成分和性能没有规定,因此供需双方要结合实际生产经验共同制定相关的技术协议。
结构设计分析
现状分析
目前公司钣金加工工艺的制定有专门的负责单位,由于实际生产过程中还是会出现不少因加工工艺不合适导致的产品缺陷问题,作为执行单位,钣金加工车间有相应的义务对生产中存在的工艺问题提出合理化建议,必要时可根据需要协调工艺部门制定工艺改善方案。
支架零件使用短边包边设计,如图4所示,导致长边折弯时对包边产生挤压变形,需额外增加修整操作,影响了零件的质量,降低了生产效率,通过设计更改,可采用长边包边的方法,再将包边顺序调整为长边先加工即可避免挤压变形。
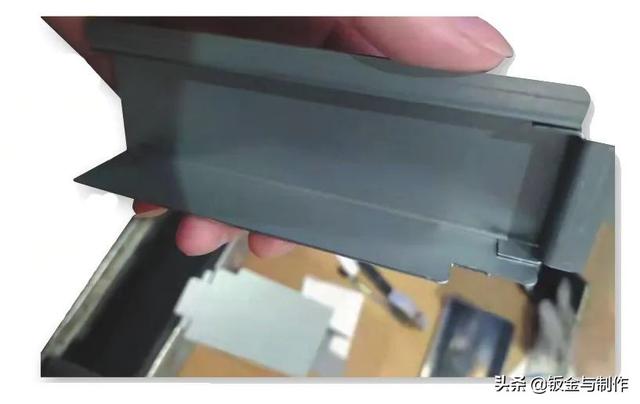
图4 折弯短边包边情况
设计改进
根据金属薄板零件的加工特征,一般钣金加工可以分为模具冲压加工、数控冲裁、折弯加工、铆接加工、焊接加工等形式。
为提高钣金零件的结构强度,可在相应位置适当增加滚筋或者冲压凸包,如图5所示,薄板零件设计加强筋,加工好的钣金件结构强度甚至大于用双倍厚度同种材料成形件的强度。如空调盖板的凸包设计,材料厚度由原来的1.45mm减到0.75mm,相当于节省了0.7mm厚度的同等面积材料,原材料成本大大降低,产品竞争力明显得到提升。

图5 薄板零件加强筋设计
对于零件孔洞的设计,有时除了要满足产品的使用需求外,还应满足外观需求和加工便利需求。压形加工时由于板材弯曲会导致孔洞变形,所以零件孔洞设置的位置应避开板材弯曲部位或者根据实际情况调整工艺顺序;后工序需喷涂加工的零件,结构设计要考虑在冲裁时加工出吊挂孔,便于喷涂时零件的悬挂上线,如图6所示。
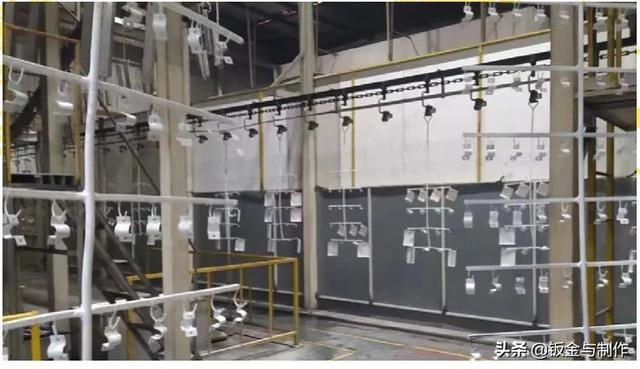
图6 喷涂工艺壁挂零件
在钣金件的折弯边设计中,板料弯曲的最短边会受到钣金件弯曲模V形开度和弯曲角的影响,钣金件的对端弯曲极限应该是其设计过程中重点考虑的问题。而在实际生产过程中,通常要求下模V形槽的开口度与材料的厚度范围相对应,如折厚度为0.5~2.6mm厚的板料时,下模V形槽的开口度一般为6倍的材料厚度,折厚度为3~8mm的板料时,下模V形槽的开口度一般为材料厚度的8倍,由于不同种类的材料会有一定差异,因此在一般工艺要求的基础上,编程时还需要按照材料种类进行参数设置,保障零件最终质量;设计部门还应结合生产实际进行零件结构设计。如图7所示,数控折边设备有可组合式上凸模配套双V形槽下模,以此方式实现长度范围内任意尺寸的折边加工,但由于弯曲边缘在靠近曲边的其余部分时,弯曲模具会对其形成干涉,设计过程中还应对弯曲边的间距限制问题以及折边顺序问题进行具体分析。

图7 数控折边机上下模开模状态
常用加工设备
模具加工线体
目前模具件加工区使用的线体主要有机器人自动线、机械连杆自动线、三次元自动线及人工操作线体,大多采用履带式传送,且已有机器人码垛的应用,对于后面规划引进的线体还应用了废料站、换模台车、端拾器等配套设备,大大提高了冲压线体的自动化水平,如图8所示的6×400t机器人冲压线体以及1500t油压机自动线项目,其作用不尽相同,但都用于解决需求量的增长及质量的要求。

图8 6×400t机器人冲压线体
数控加工设备
商用空调零件往往存在小批量、大规格、形状复杂、没有专用模具等问题,因此,用于商用区加工的设备以可编程数控加工设备为主,有数控冲床、数控折弯机、激光切割机、点焊机、电焊机等单机,以及由数控冲剪机、数控折弯机、激光切割机、智能立体库等组成智能加工中心,智能加工中心能够实现原材料到成品的全自动化生产,大大提高了非标零件的自动化生产水平。钣金零件数控加工中心如图9所示。

图9 钣金零件数控加工中心
而对比于数控自动化的机床,点焊、电焊、打磨等工序人员较为集中,劳动强度大,生产效率不高,工作环境也较差,急需自动化改进方案。现研究通过协作机器人装配打磨夹具,使用打磨机进行后工序打磨,采用固定几款零件进行示教编程,装配打磨机的小型工业机器人如图10所示。

图10 装配打磨机的小型工业机器人
物流系统
对于物流管理,可利用MES制造执行系统联合WMS仓储管理系统,指导零件在各设备的生产及流转,并将各零件的位置信息实时传送到AGV控制系统,由其调动现场多台AGV完成自动化转运工作。智能化运输系统规划如图11所示。
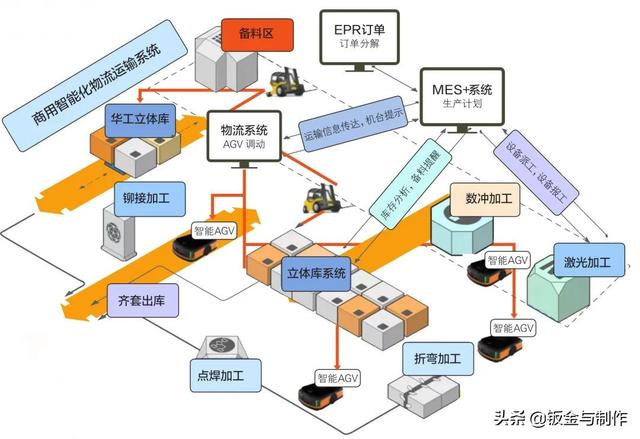
图11 智能化运输系统规划
结束语
关于钣金零件加工相关原材料的采购、结构设计分析、设备引进、数控加工中心及智能物流系统的应用,目的在于从根本上提高产品的质量水平,提高整个钣金喷涂加工生产效率,改善员工的劳动环境,从而提高整个企业的经济效益。
——摘自《钣金与制作》 2022年第1期
相关参考
...具加工:通过数控冲床、激光切割机、切管机、剪板机、折弯机、钻床、攻牙机、铆钉机、拉铆枪、焊接机、喷涂线、电镀线等设备对饭金进行加工的工艺方式,一般用于样品制作或小批量生产,成本较高。2.模具加工:通过固定...
1.折弯设备的精度与零件的精度数控折弯机的定位精度分两方面,定位装置的前后移动精度±0.1,下模的上下移动精度也为±0.1(此误差影响折弯角的精度)。折弯零件的精度与工人的操作有较大关系,理论上每一道折弯都有可能...
(本期封面广告)我是否可以在我的数控折弯机床上折弯这个钣金零件?”其实,这是在开始一项新的折弯工作之前,您必须问自己的一个问题,答案将决定这个钣金产品、部件或零件是否能按计划进行制造。在许多情况下,您只...
钣金加工术语1-101、剪料:指材料经过剪板机得到矩形工件的工艺过程。本公司是用数控剪床进行净尺寸加工下料,此为要求不高的工件加工,工艺工程师要多用此工艺进行生产,加工成本低。2、数冲:是指用数控冲床进行冲孔...
折弯机编程如何输入零件参数(solidworks怎么设置钣金中折弯系数)
首先,打开solidworks软件,新建一零件2.在工具栏上点击右键,准备打开钣金工具栏3如图,钣金工具条已经打开了4.草图绘制完成后,标注尺寸,点击钣金,如图5.在基体法兰上设置各项参数,如图6.折弯系数设置,根据自己设计...
折弯机怎样调折弯角度(忠艺隆五金|钣金加工如何保证折弯质量?)
随着钣金件的应用越来越广泛,钣金加工技术已成为产品开发过程中非常重要的一环。设计人员需要掌握钣金的工艺特点。一方面需要满足产品功能和外观的要求,另一方面要简化模型和简化生产过程,从而实现低生产成本...
折弯钣金(SolidWorks钣金练习题,绘制的折弯与成型工具)
建模步骤1.在上视基准面上草绘图形如下,草绘一个三点矩形然后阵列。2.基体法兰,厚度1.2。3.圆角,半径10。4.断开的边角,保存零件。新建一个零件绘制成型工具5.上视基准面草绘正方形,边长70,拉伸厚度5,反向。6.上视基...
...折弯一个V形零件为例进行论述。钣金折弯是金属板料在折弯机凸模或凹模的压力下,首先经过弹性变形,然后进入塑性变形的成形过
数控拉弯机生产(工匠汇·第二届津门工匠|刘金军:技能精湛的钣金大师)
刘金军,全国工程建设系统职业技能竞赛冷作钣金工第一名。中石化冷作钣金工技能大师;全国技术能手;劳模创新工作室负责人,组织团队创新创效上百万元;获得局级优秀QC成果5项、技术革新项目20余项、省部级优秀创新项...
在钣金产品中,把手是经常使用的。但把手的生产过程颇为繁琐,一般采用弯管机弯曲,然后打压折弯成形的方式加工生产。这种生产方式具有生产效率低、弯曲质量差的缺点,直接影响公司产品质量和质量效益的提高。因此,...